REAR DIFFERENTIAL ASSEMBLY
id031400146600
Special service tool (SST)
|
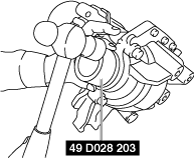
49 D028 203
Support block
|
 |
49 W034 201
Dust boot installer
|
 |
49 L027 006
Serrated socket
|
 |
|
49 L027 007
Hex socket
|
 |
49 F401 331
Body
|
 |
49 G030 338
Attachment E
|
 |
|
49 M005 797
Oil seal installer
|
 |
49 L025 002
Bearing installer
|
 |
49 F027 007
Attachment for 72 bearing
|
 |
|
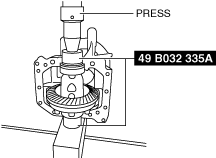
49 B032 335A
Oil seal installer
|
 |
49 V001 525
Bearing installer
|
 |
49 JP01 002
Holder side bearing
|
 |
Replacement part
|
Bearing outer race
Quantity: 2
Location of use: Bearing
|
Spacer
Quantity: 1
Location of use: Drive pinion
|
Collapsible spacer
Quantity: 1
Location of use: Drive pinion
|
|
Locknut
Quantity: 1
Location of use: Drive pinion
|
Oil seal (side gear)
Quantity: 2
Location of use: Side gear
|
Oil seal (coupling component)
Quantity: 1
Location of use: Coupling component
|
Oil and chemical type
|
Differential oil
Type: MAZDA LONG LIFE HYPOID GEAR OIL SG1
|
Silicone sealant
Type: TB1217C or equivalent
|
-
Warning
-
• The engine stand is equipped with a self-lock mechanism. However, if the rear differential is tilted, the self-lock mechanism could become inoperative. This could cause the rear differential to rotate accidentally, resulting in injury. Therefore, make sure that the rear differential is not tilted when it is on the engine stand. When turning the rear differential, grasp the rotation handle firmly.
-
Caution
-
• Clean away the remaining silicone sealant before applying new silicone sealant.
• Install the rear cover before the applied silicone sealant starts to harden.
• Wait 30 min or more after the silicone sealant area has bonded and fill with differential oil.
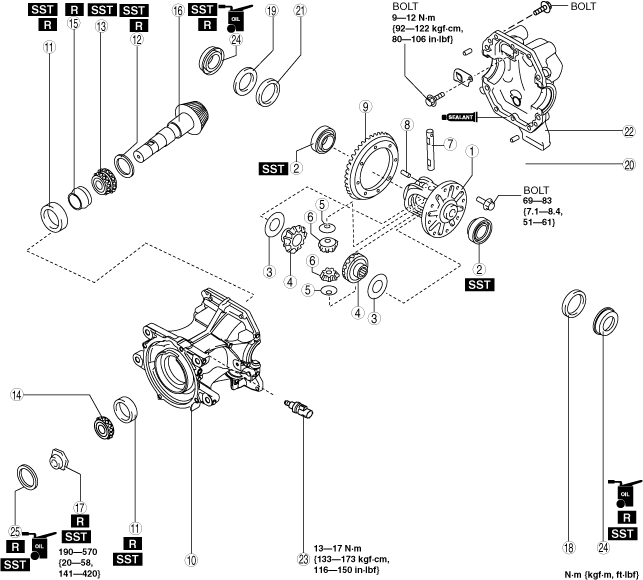
1. Assemble in the order shown in the figure.
|
1
|
Gear case
|
|
2
|
Side bearing
|
|
3
|
Thrust washer
|
|
4
|
Side gear
|
|
5
|
Thrust washer
|
|
6
|
Pinion gear
|
|
7
|
Pinion shaft
|
|
8
|
Pin
|
|
9
|
Ring gear
|
|
10
|
Differential carrier
|
|
11
|
Bearing outer race
|
|
12
|
Spacer
|
|
13
|
Bearing inner race (rear)
|
|
14
|
Bearing inner race (front)
|
|
15
|
Collapsible spacer
|
|
16
|
Drive pinion
|
|
17
|
Locknut
|
|
18
|
Adjustment shim (LH)
|
|
19
|
Spacer
|
|
20
|
Rear differential component
|
|
21
|
Adjustment shim (RH)
|
|
22
|
Rear cover
|
|
23
|
Oil temperature sensor
|
|
24
|
Rear differential side oil seal
|
|
25
|
Rear differential pinion oil seal
|
Side Bearing Assembly Note
-
Caution
-
• Do not mix the left and right side bearings.
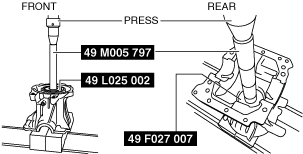
1. Assemble the side bearing using the SSTs and a press.
Thrust Washer Assembly Note
1. Assemble the side gear, thrust washer, and pinion gear to the gear case, and then assemble the knock pin.
2. Crimp the knock pin so that it cannot be pulled out from the gear case.
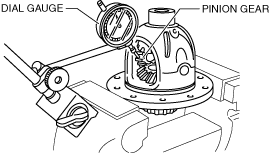
3. Set the dial gauge to the pinion gear as shown in the figure.
4. Secure one of the side gears.
5. Move the pinion gear and measure the backlash at the pinion gear top.
-
• If it exceeds the standard, adjust by choosing the proper thrust washer.
-
Side gear and pinion gear backlash
-
0.1 mm {0.004 in} or less
Thrust washer table
|
Identification mark
|
Thickness
|
|
9
|
0.90 mm {0.035 in}
|
|
95
|
0.95 mm {0.037 in}
|
|
0
|
1.00 mm {0.0394 in}
|
|
05
|
1.05 mm {0.0413 in}
|
|
1
|
1.10 mm {0.0433 in}
|
Ring Gear Assembly Note
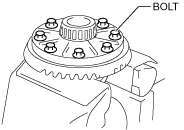
1. Align the ring gear case alignment marks placed during disassembly and tighten the bolts in a criss-cross pattern.
-
Tightening torque
-
69—83 N·m {7.1—8.4 kgf·m, 51—61 ft·lbf}
Bearing Outer Race Assembly Note
1. Press fit the bearing race using the SSTs and a press.
Spacer, Bearing Inner Race Assembly Note
1. Install a new spacer with the same thickness as the assembled spacer.
Spacer table
|
Identification mark
|
Thickness (mm {in})
|
Identification mark
|
Thickness (mm {in})
|
|
08
|
3.08 {0.1213}
|
29
|
3.29 {0.1295}
|
|
09
|
3.095 {0.1219}
|
30
|
3.305 {0.1301}
|
|
11
|
3.11 {0.1224}
|
32
|
3.32 {0.1307}
|
|
12
|
3.125 {0.1230}
|
33
|
3.335 {0.1313}
|
|
14
|
3.14 {0.1236}
|
35
|
3.35 {0.1319}
|
|
15
|
3.155 {0.1242}
|
36
|
3.365 {0.1325}
|
|
17
|
3.17 {0.1248}
|
38
|
3.38 {0.1331}
|
|
18
|
3.185 {0.1254}
|
39
|
3.395 {0.1337}
|
|
20
|
3.20 {0.1260}
|
41
|
3.41 {0.1343}
|
|
21
|
3.215 {0.1266}
|
42
|
3.425 {0.1348}
|
|
23
|
3.23 {0.1272}
|
44
|
3.44 {0.1354}
|
|
24
|
3.245 {0.1278}
|
45
|
3.455 {0.1360}
|
|
26
|
3.26 {0.1283}
|
47
|
3.47 {0.1366}
|
|
27
|
3.275 {0.1289}
|
—
|
—
|
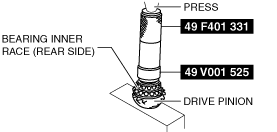
2. Press fit the bearing inner race (rear side) to the drive pinion using the SSTs and a press.
Locknut Assembly Note
Drive pinion preload adjustment
1. Apply oil to the new locknut.
2. Install the new collapsible spacer, bearing inner race (front side), and locknut, and then temporarily tighten the locknut.
3. Turn the serrated part of the drive pinion by hand to seat the bearing.
4. Tighten the locknut temporarily tightened in Step 1 from the lower limit of the specified tightening torque using the SSTs, and obtain the specified preload.
-
• If the specified preload cannot be obtained within the specified tightening torque, replace the collapsible spacer with a new one and adjust again.
-
Tightening torque
-
190—570 N·m {20—58 kgf·m, 141—420 ft·lbf}
-
Drive pinion preload
-
0.2—0.5 N·m {2.1—5.0 kgf·cm, 1.8—4.4 in·lbf}
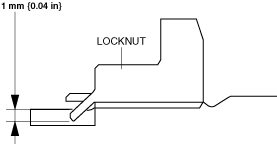
5. Crimp the locknut using chisel and hammer.
Adjustment Shim Assembly Note
1. Assemble the differential carrier to the SST.
2. Assemble the spacer to the differential carrier.
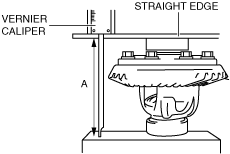
3. Using a vernier caliper and straight edge, measure the height of the rear differential component. This is dimension A.
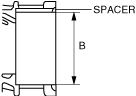
4. Measure the width of the differential installation area of the differential carrier with the spacer assembled to it. This is dimension B.
5. The combined thickness of the left and right adjustment shims is obtained by the following formula.
C1= B – A + 0.115 mm {0.00453 in}
C2= B – A + 0.205 mm {0.00807 in}
6. If the combined thickness of the previously assembled adjustment shims is within C1 and C2, use them as they are.
7. If the combined thickness of the previously assembled adjustment shims is not within C1 and C2, or if the adjustment shims have to be replaced, select two appropriate adjustment shims from the table below.
Adjustment shim table
|
Identification mark
|
Thickness (mm {in})
|
Identification mark
|
Thickness (mm {in})
|
|
339
|
3.39 {0.133}
|
393
|
3.93 {0.155}
|
|
342
|
3.42 {0.135}
|
396
|
3.96 {0.156}
|
|
345
|
3.45 {0.136}
|
399
|
3.99 {0.157}
|
|
348
|
3.48 {0.13}
|
402
|
4.02 {0.158}
|
|
351
|
3.51 {0.138}
|
405
|
4.05 {0.159}
|
|
354
|
3.54 {0.139}
|
408
|
4.08 {0.161}
|
|
357
|
3.57 {0.141}
|
411
|
4.11 {0.162}
|
|
360
|
3.60 {0.142}
|
414
|
4.14 {0.163}
|
|
363
|
3.63 {0.143}
|
417
|
4.17 {0.164}
|
|
366
|
3.66 {0.144}
|
420
|
4.20 {0.165}
|
|
369
|
3.69 {0.145}
|
423
|
4.23 {0.167}
|
|
372
|
3.72 {0.146}
|
426
|
4.26 {0.168}
|
|
375
|
3.75 {0.148}
|
429
|
4.29 {0.169}
|
|
378
|
3.78 {0.149}
|
432
|
4.32 {0.170}
|
|
381
|
3.81 {0.150}
|
435
|
4.35 {0.171}
|
|
384
|
3.84 {0.151}
|
438
|
4.38 {0.172}
|
|
387
|
3.87 {0.152}
|
441
|
4.41 {0.174}
|
|
390
|
3.90 {0.154}
|
—
|
—
|
-
Caution
-
• If the adjustment shims are to be reused, do not mix the left and right shims and assemble them as they were identified during disassembly.
• When assembling, do not mix the left and right side bearings that were identified during disassembly.
8. Assemble the rear differential component to the differential carrier.
9. Assemble the selected adjustment shims to the appropriate positions, between the spacer and bearing race and the carrier and bearing race by tapping them using a plastic hammer.
10. Perform the ring gear and drive pinion backlash adjustment.
-
Note
-
• Install the
SST so that it does not contact the ring gear installation bolt.
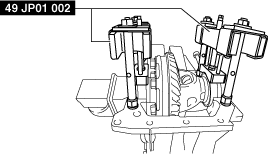
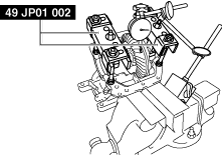
- (1) Install the SSTs and dial gauge to the differential carrier using a vise as shown in the figure.
-
-
SST tightening torque
-
5.0 N·m {51 kgf·cm, 44 in·lbf}
-
Note
-
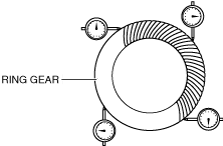
• Measure the backlash at 4 locations around the ring gear. Verify that 1 of the 4 locations is within the standard, and the minimum value for the 4 locations is
0.05 mm {0.002 in} or more, and the variance is
0.07 mm {0.003 in} or less.
- (2) Secure the drive pinion and measure the backlash from when the ring gear is moved.
-
-
Drive pinion and ring gear backlash
-
Standard: 0.09—0.14 mm {0.004—0.005 in}
Minimum: 0.05 mm {0.002 in} or more
Variance: 0.07 mm {0.003 in} or less
-
• If the backlash is not within the specification, adjust the gear case component by moving it in the axial direction.
-
Caution
-
• Replace the adjustment shim to move the gear case component in the axial direction. At this time, if the adjustment shim on the right side is replaced with one 0.03 mm {0.001 in} thicker, replace the adjustment shim on the left side with one 0.03 mm {0.001 in} thinner.
Adjustment shim table
|
Identification mark
|
Thickness (mm {in})
|
Identification mark
|
Thickness (mm {in})
|
|
339
|
3.39 {0.133}
|
393
|
3.93 {0.155}
|
|
342
|
3.42 {0.135}
|
396
|
3.96 {0.156}
|
|
345
|
3.45 {0.136}
|
399
|
3.99 {0.157}
|
|
348
|
3.48 {0.13}
|
402
|
4.02 {0.158}
|
|
351
|
3.51 {0.138}
|
405
|
4.05 {0.159}
|
|
354
|
3.54 {0.139}
|
408
|
4.08 {0.161}
|
|
357
|
3.57 {0.141}
|
411
|
4.11 {0.162}
|
|
360
|
3.60 {0.142}
|
414
|
4.14 {0.163}
|
|
363
|
3.63 {0.143}
|
417
|
4.17 {0.164}
|
|
366
|
3.66 {0.144}
|
420
|
4.20 {0.165}
|
|
369
|
3.69 {0.145}
|
423
|
4.23 {0.167}
|
|
372
|
3.72 {0.146}
|
426
|
4.26 {0.168}
|
|
375
|
3.75 {0.148}
|
429
|
4.29 {0.169}
|
|
378
|
3.78 {0.149}
|
432
|
4.32 {0.170}
|
|
381
|
3.81 {0.150}
|
435
|
4.35 {0.171}
|
|
384
|
3.84 {0.151}
|
438
|
4.38 {0.172}
|
|
387
|
3.87 {0.152}
|
441
|
4.41 {0.174}
|
|
390
|
3.90 {0.154}
|
—
|
—
|
11. Perform the drive pinion and ring gear tooth contact inspection.
- (1) Apply tooth marking compound (red lead coating) evenly to both tooth surfaces of the ring gear.
-
- (2) Rotate the ring gear back and forth several times.
-
- (3) Inspect the tooth contact pattern in 4 locations around the ring gear and verify that the tooth contact points exhibit the pattern shown in the figure.
-
-
• If the tooth contact points are normal, wipe off the marking compound.
• If the tooth contact points are not normal, adjust the pinion height, then adjust the backlash.
-
― If the toe and flank contact points appear as shown in the figure, replace the drive pinion spacer with a thinner one to move the drive pinion farther out.
-
― If the heel and face contact points appear as shown in the figure, replace the drive pinion spacer with a thicker one to move the drive pinion closer in.
Spacer table
|
Identification mark
|
Thickness (mm {in})
|
Identification mark
|
Thickness (mm {in})
|
|
08
|
3.08 {0.1213}
|
29
|
3.29 {0.1295}
|
|
09
|
3.095 {0.1219}
|
30
|
3.305 {0.1301}
|
|
11
|
3.11 {0.1224}
|
32
|
3.32 {0.1307}
|
|
12
|
3.125 {0.1230}
|
33
|
3.335 {0.1313}
|
|
14
|
3.14 {0.1236}
|
35
|
3.35 {0.1319}
|
|
15
|
3.155 {0.1242}
|
36
|
3.365 {0.1325}
|
|
17
|
3.17 {0.1248}
|
38
|
3.38 {0.1331}
|
|
18
|
3.185 {0.1254}
|
39
|
3.395 {0.1337}
|
|
20
|
3.20 {0.1260}
|
41
|
3.41 {0.1343}
|
|
21
|
3.215 {0.1266}
|
42
|
3.425 {0.1348}
|
|
23
|
3.23 {0.1272}
|
44
|
3.44 {0.1354}
|
|
24
|
3.245 {0.1278}
|
45
|
3.455 {0.1360}
|
|
26
|
3.26 {0.1283}
|
47
|
3.47 {0.1366}
|
|
27
|
3.275 {0.1289}
|
—
|
—
|
Oil Seal (Side Gear) Assembly Note
1. Apply oil to the lip of the new oil seal.
2. Assemble the oil seal using the SST.
Oil Seal (Coupling Component) Installation Note
1. Apply oil to the lip of the new oil seal.
2. Assemble the oil seal using the SST.
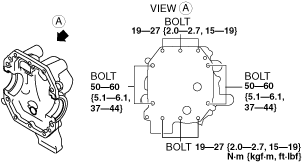
Rear Cover Assembly Note
1. Clean the contact surfaces of the carrier and rear cover.
2. Set the left and right side bearings on to the SST and apply pressure to them using a press, and then install the rear cover.
-
Caution
-
• Do not apply pressure of 2 t or more using a press.
3. Tighten the rear cover bolts to the specified torque shown in the figure.