 |
bfw2za00000204
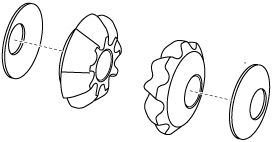
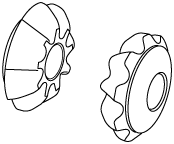
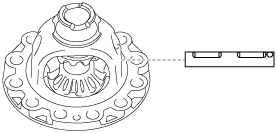
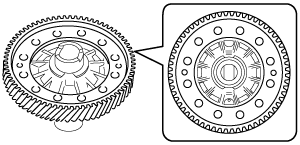
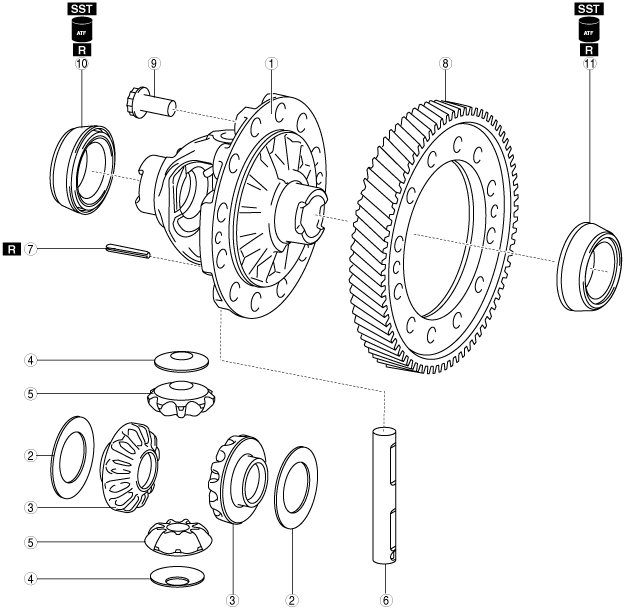
RING GEAR AND DIFFERENTIAL ASSEMBLY [FW6A-EL/FW6AX-EL]
id0517006641z3
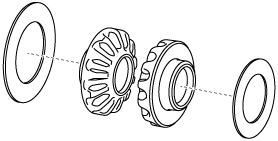
Structural View
bfw2za00000204
|
|
1
|
Differential gear case
|
|
2
|
Thrust washer (selection)
|
|
3
|
Side gear
|
|
4
|
Thrust washer
|
|
5
|
Pinion gear
|
|
6
|
Pinion shaft
|
|
7
|
Roll pin
|
|
8
|
Ring gear
|
|
9
|
12 bolts (M13×1.0 bolt, length to approx. 26.2 mm {1.03 in})
|
|
10
|
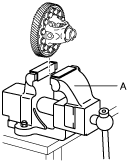
Taper roller bearing (converter housing side)
(inner diameter approx. 45 mm {1.8 in})
|
|
11
|
Taper roller bearing (transaxle case side)
(inner diameter approx. 45 mm {1.8 in})
|
Assembly Procedure
1. Assemble the thrust washers to the side gears.
azzjjw00001535
|
azzjjw00001536
|
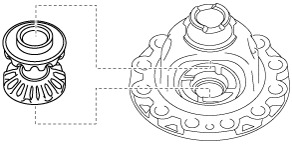
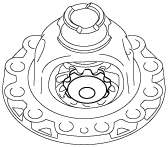
2. Assemble the side gears which have the thrust washers assembled to them.
azzjjw00001537
|
azzjjw00001538
|
3. Assemble the thrust washers to the pinion gears.
azzjjw00001539
|
azzjjw00001540
|
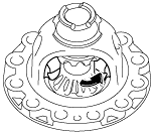
4. Assemble the pinion gears which have the thrust washers assembled to them using the following procedure:
azzjjw00001541
|
azzjjw00001542
|
azzjjw00001543
|
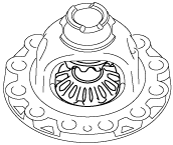
5. Assemble the pinion shaft.
azzjjw00001544
|
azzjjw00001545
|
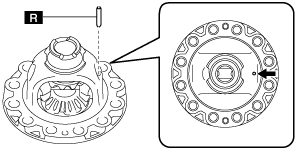
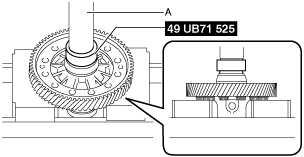
6. Assemble a new roll pin to the position shown in the figure using a pin punch.
bfw2za00000703
|
azzjjw00001547
|
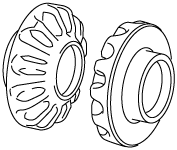
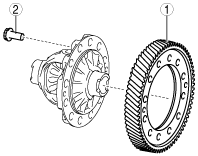
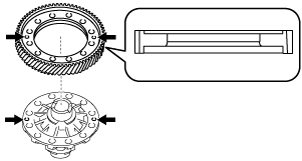
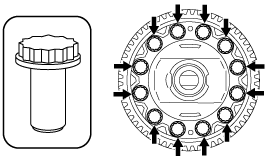
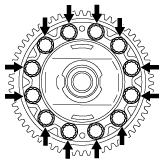
7. Assemble the ring gear using the following procedure:
azzjjw00001000
|
|
1
|
Ring gear
|
|
2
|
12 bolts (M13×1.0 bolt, length to approx. 26.2 mm {1.03 in})
|
azzjjw00001001
|
azzjjw00001002
|
azzjjw00001003
|
bfw2za00000704
|
azzjjw00001005
|
azzjjw00001006
|
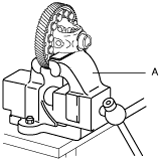
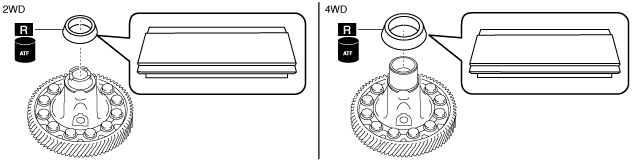
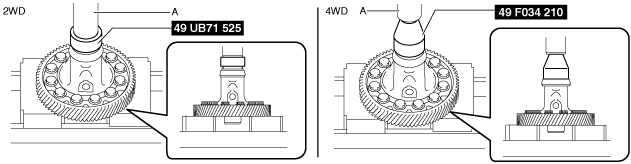
8. Assemble the taper roller bearing (converter housing side) using the following procedure:
bfw2za00000205
|
bfw2za00000206
|
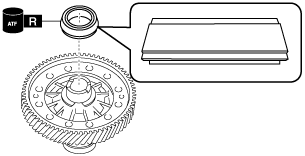
9. Assemble the taper roller bearing (transaxle case side) using the following procedure:
bfw2za00000207
|
bfw2za00000705
|
10. Perform the differential backlash measurement/adjustment. (See DIFFERENTIAL BACKLASH MEASUREMENT/ADJUSTMENT [FW6A-EL/FW6AX-EL].)