|
bfw2za00000201
RING GEAR AND DIFFERENTIAL ASSEMBLY [EW6A-EL/EW6AX-EL]
id0517006641l4
Structural View
bfw2za00000201
|
|
1
|
Differential gear case
|
|
2
|
Thrust washer (selection)
|
|
3
|
Side gear
|
|
4
|
Thrust washer
|
|
5
|
Pinion gear
|
|
6
|
Pinion shaft
|
|
7
|
Pin
|
|
8
|
Ring gear
|
|
9
|
12 bolts (M11×1.0 bolt, length to approx. 30 mm {1.2 in})
|
|
10
|
Taper roller bearing
(inner diameter approx. 46 mm {1.8 in})
|
|
11
|
Shim
|
|
12
|
Bearing race*
|
Assembly Procedure
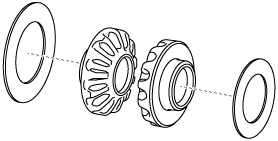
1. Assemble the thrust washers to the side gears.
azzjjw00001535
|
azzjjw00001536
|
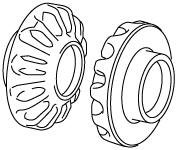
2. Assemble the side gears which have the thrust washers assembled to them.
bfw2za00000125
|
bfw2za00000126
|
3. Assemble the thrust washers to the pinion gears.
azzjjw00001539
|
azzjjw00001540
|
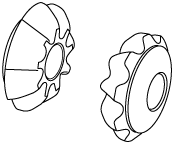
4. Assemble the pinion gears which have the thrust washers assembled to them using the following procedure:
bfw2za00000127
|
bfw2za00000128
|
bfw2za00000129
|
5. Assemble the pinion shaft.
bfw2za00000130
|
bfw2za00000131
|
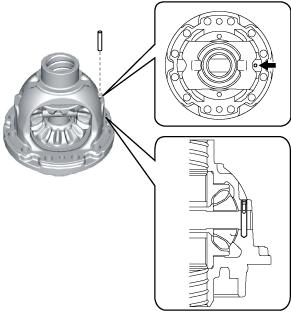
6. Assemble the pin to the position shown in the figure using a pin punch.
bfw2za00001209
|
7. After assembling the pin, crimp the pin hole ends (2 locations) of the differential gear case.
8. Install the screw used when disassembling to the pin, and verify that the pin cannot be pulled out when pulling the screw.
9. Assemble the ring gear using the following procedure:
bfw2za00000133
|
|
1
|
Ring gear
|
|
2
|
12 bolts (M11×1.0 bolt, length to approx. 30 mm {1.2 in})
|
bfw2za00000134
|
bfw2za00000135
|
bfw2za00000136
|
bfw2za00000137
|
bfw2za00000138
|
bfw2za00000139
|
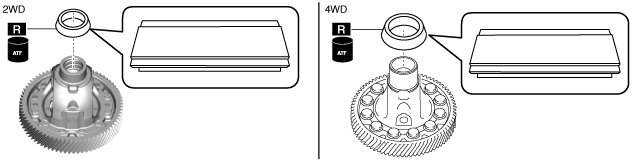
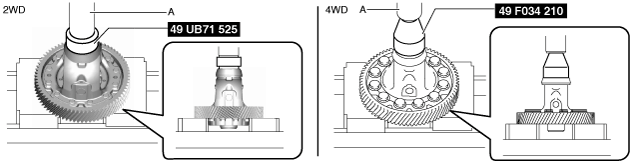
10. Assemble the taper roller bearing (converter housing side) using the following procedure:
bfw2za00000202
|
bfw2za00000203
|
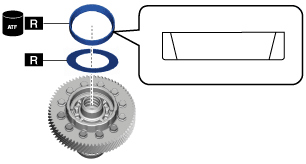
11. Assemble the shim, bearing race using the following procedure:
bfw2za00000702
|
bfw2za00000143
|
12. Perform the differential backlash measurement/adjustment. (See DIFFERENTIAL BACKLASH MEASUREMENT/ADJUSTMENT [EW6A-EL/EW6AX-EL].)