Pinion Installation
- Tools Required:- J 36614 Bearing Installer
- J 8614-01 Pinion Flange Remover
- J 36333 Seal Installer
INSTALL OR CONNECT
NOTICE: Always use the correct fastener in the proper location. When you replace a fastener, use ONLY the exact part number for that application. The manufacturer will call out those fasteners that require a replacement after removal. The manufacturer will also call out the fasteners that require thread lockers or thread sealant. UNLESS OTHERWISE SPECIFIED, do not use supplemental coatings (paints, greases, or other corrosion inhibitors on threaded fasteners or fastener joint interfaces. Generally, such coatings adversely affect the fastener torque and joint clamping force, and may damage the fastener. When you Install fasteners, use the correct tightening sequence and specifications. Following these instructions can help you avoid damage to parts and systems.
1. Shim to the pinion gear.
- The shim must be of the proper size, as selected previously.
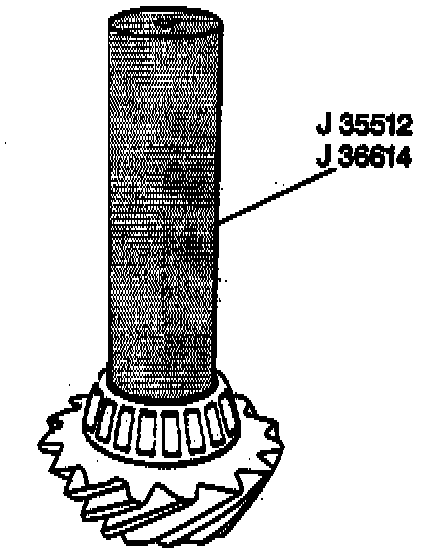
2. Bearing onto the pinion gear using J 36614.
3. New spacer onto the pinion gear.
4. Bearing into the case.
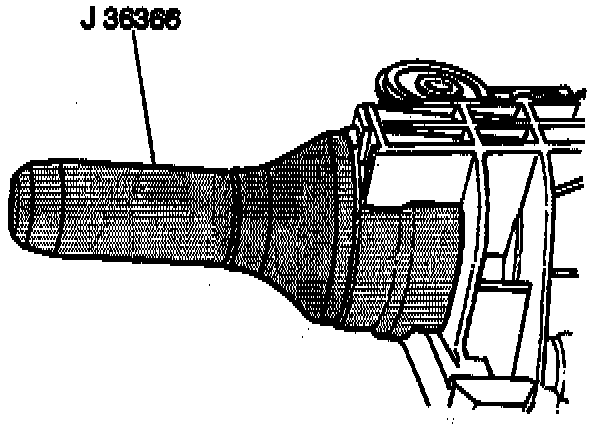
5. Seal into the case using J 36366.
6. Pinion gear, with bearing and spacer, to the case.
7. Deflector, flange, washer, and nut.
- Apply PST Sealant to the pinion gear threads and on both sides of the washer.
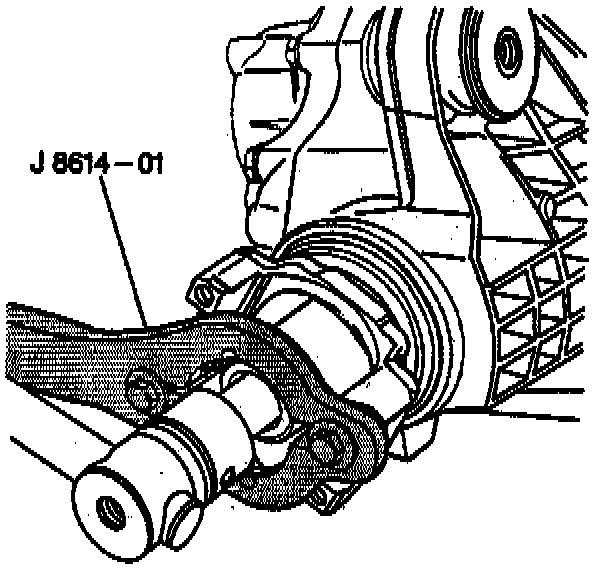
- Tighten nut until no end play is detectable while holding the flange with J 8614-01.
- No further tightening should be attempted until the bearing preload has been checked.
Measure
- Pinion bearing preload.Use an inch-pound torque wrench. The correct preload is 1.7 to 2.8 Nm (15-25 inch lbs.).
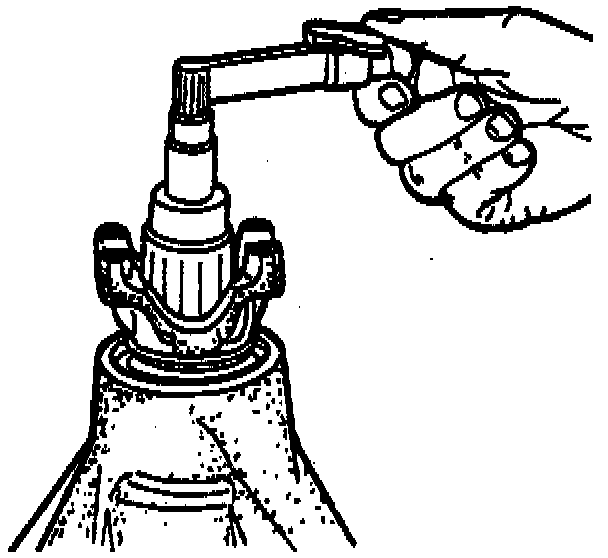
1. Rotate the pinion with the torque wrench and observe the reading.
2. If the preload torque is below specifications, continue torquing the pinion nut in small increments. Check the preload after each tightening. Each tightening will increase the bearing preload by several inch pounds. If the bearing preload is exceeded, the pinion will have to be removed, and a new collapsible spacer installed.
3. Once the preload.has been obtained, rotate the pinion several times to make sure that the bearings have seated. Recheck the preload, and adjust if necessary.