Dana/Spicer
Fig. 3 Spreading differential carrier:

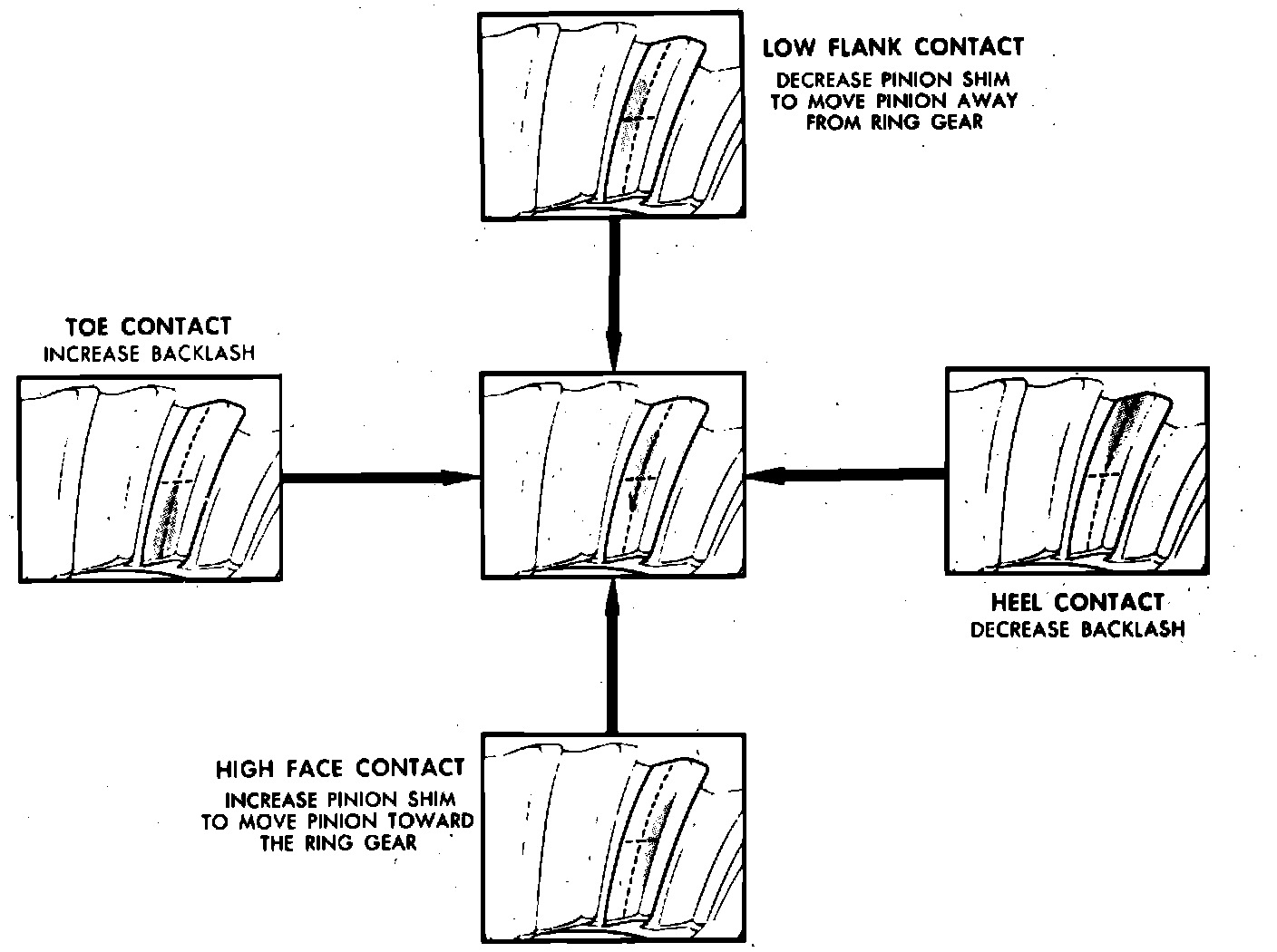
Fig. 19 Gear tooth contact inspection:
9 3/4 INCH RING GEAR AXLE
1. Place differential assembly with pinion into housing.
2. Install bearing caps in proper position and tighten just enough to retain in place.
3. Install dial indicator on carrier with indicator button contacting back of ring gear.
4. Position two screwdrivers between bearing cup and housing on ring gear side of case and pry ring gear into mesh with pinion gear as far as possible.
5. Set dial indicator to ``0'' with force still applied to gears.
6. Reposition screwdrivers on opposite side of ring gear, then pry ring gear as far as possible and note indicator reading. Repeat sequence several times until same reading is obtained. This reading indicates amount of shims necessary between differential case and differential bearing on ring gear side.
7. Remove differential bearing from ring gear side, then install proper amount of shims and reassemble bearing.
8. Remove differential bearing from opposite side of ring gear. Subtract size of shim pack installed on ring gear side of case from reading obtained in step 11 of ``Differential Overhaul'' procedure. Add an additional .015 inch to this figure to compensate for preload and backlash.
9. Assemble proper amount of shims as indicated in step 8, then install side bearing.
10. Spread differential carrier, Fig. 3, then install differential bearing outer races and position differential case into carrier.
11. Install differential bearing caps and tighten cap screws finger tight.
12. Rotate differential assembly and tap case with a soft-faced hammer to seat case in carrier.
13. Remove spreader tool and torque cap bolts to 85 ft. lbs.
14. Install dial indicator and check ring gear backlash at four equidistant points on the ring gear. Backlash must measure .004-.009 inch and must not vary more than .002 inch between checking points. If backlash is not within specifications, adjust differential bearing shim pack as necessary.
15. Ensure ring gear teeth are clean and free from oil, then coat drive and coast face of each tooth with suitable marking compound.
16. Apply braking force to ring gear, then turn pinion to rotate ring gear one complete revolution in each direction. Accurate contact pattern cannot be obtained unless gears are ``loaded'' when rotated.
17. Examine gear tooth contact pattern, referring to Fig. 6, and correct assembly adjustments as needed.
18. Install housing covers, using a new gasket, and torque attaching bolts to 35 ft. lbs.
19. Install rear universal joint, on rear drive axles, then the axle shafts as outlined in the service section.
20. Fill axle with specified lubricant.
10 1/2 INCH RING GEAR AXLE
1. Install differential case, with side bearings and cups in position, into carrier.
2. Place the smallest of original shims between bearing cup and carrier on ring gear side of case. This shim will act as a ``gauging'' shim.
3. Install bearing caps in proper position and tighten just enough to retain in place.
4. Install a dial indicator on ring gear side of carrier with indicator button contacting back of ring gear.
5. Position two screwdrivers between bearing cup and housing on side opposite ring gear.
6. Apply force to screwdrivers to move differential case as far as possible toward the indicator.
7. Set dial indicator to ``0'' with force still applied to screwdrivers.
8. Reposition screwdrivers on ring gear side of case, then force ring gear into mesh with drive pinion and note dial indicator reading. Repeat sequence several times until same reading is obtained. Add this reading to ``gauging'' shim thickness to determine shim required on ring gear side of case.
9. Remove ``gauging'' shim and install correct thickness shim between bearing cup and carrier on ring gear side of case.
10. To determine correct dimension for remaining shim, subtract size of shim already installed from reading obtained in step 10 of ``Differential Overhaul'' procedure. Add an additional .006 inch to this figure to compensate for preload and backlash.
11. Spread differential carrier, Fig. 3, then install shim between bearing cup and carrier.
12. Remove spreader tool and dial indicator, then install bearing caps and torque cap bolts to 85 ft. lbs.
13. Install dial indicator and check ring gear backlash at four equidistant points on the ring gear. Backlash must measure .004-.009 inch and must not vary more than .002 inch between checking points. If backlash is not within specifications, adjust differential bearing shim pack as necessary. If backlash is less than specifications, decrease shim on ring gear side and increase shim on opposite side an equal amount. If backlash exceeds specifications, increase shim on ring gear side and decrease shim on opposite side an equal amount.
14. Ensure ring gear teeth are clean and free from oil, then coat drive and coast face of each tooth with suitable marking compound.
15. Apply braking force to ring gear, then turn pinion to rotate ring gear one complete revolution in each direction. Accurate contact pattern cannot be obtained unless gears are ``loaded'' when rotated.
16. Examine gear tooth contact pattern, referring to Fig. 6, and correct assembly adjustments as needed.
17. Install housing cover, using a new gasket, and torque attaching bolts to 35 ft. lbs.
18. Install rear universal joint, then the axle shafts as outlined in the service section.
19. Fill axle with specified lubricant.