Checking Backlash
Checking Backlash1. Turn pinion in both directions several times.
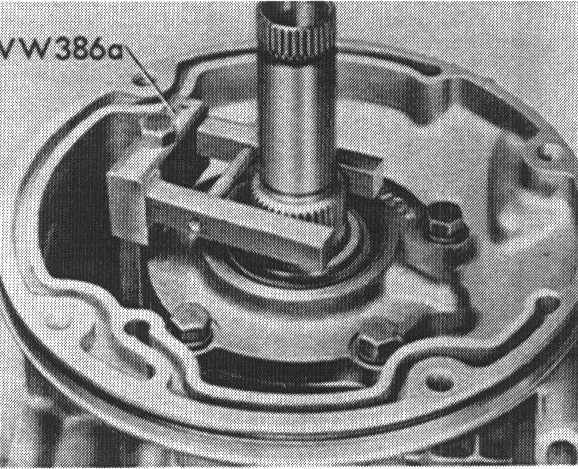
2. Mount VW 386 a on pinion cover and hold pinion tight with clamping bolt.
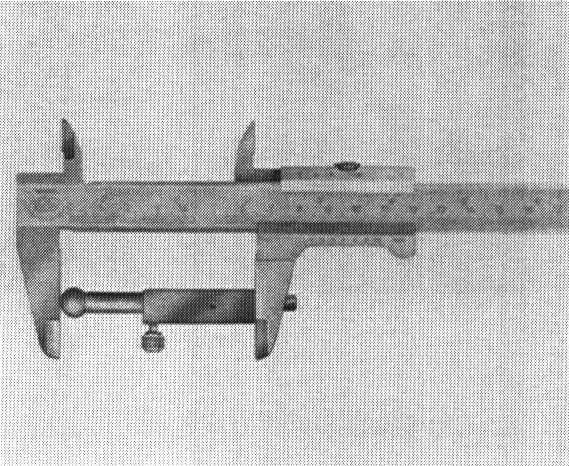
3. Adjust VW 388 to distance "a" = 68 mm and install VW 521/4.
4. Install dial gauge with square-ended extension in VW 387.
5. Insert VW 521/4 with VW 521/8 and mount VW 387.
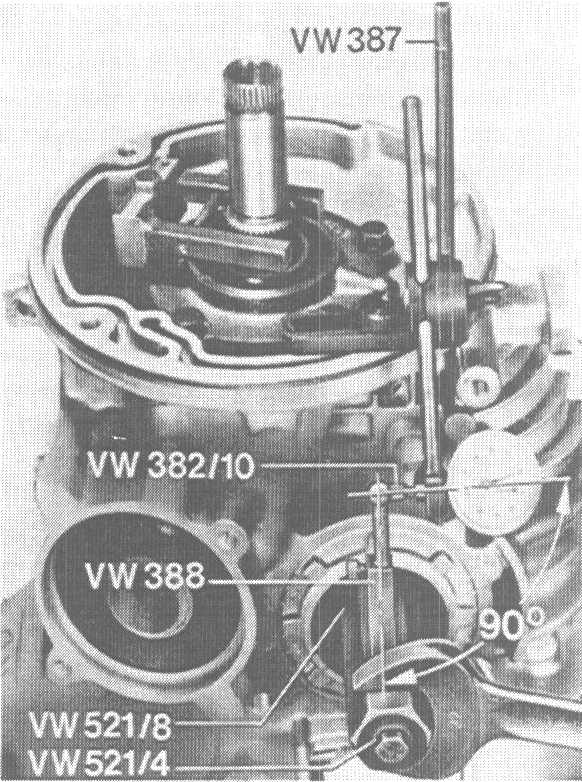
6. Check backlash on circumference at four places. Specifications = 0.15-0.25 mm.
Note: Separate measurements must not differ from each other by more than 0.05 mm. The above specification applies only to new pinion ring gear sets; for old sets adjust backlash to previous value as accurately as possible.
7. If backlash of a new pinion/ring gear set is outside specifications, it must be corrected by turning both adjusting rings evenly. Do not change bearing preload.
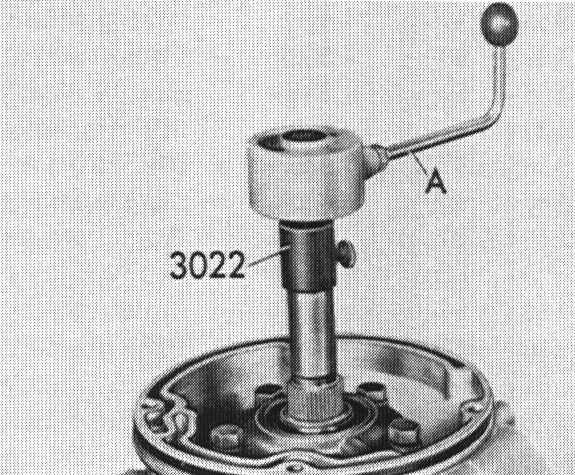
8. Finally measure total turning torque on pinion for all 4 tapered roller bearings.
Total turning torque must exceed turning torque of pinion by at least 40 Ncm (3-5 in. lb); if necessary increase torque by tightening both adjusting rings accordingly.
A = US 1064 torque gage, 0 - 600 Ncm (0 -500 in. lb)