Part 2
OVERHAUL20. INSPECT CONNECTING ROD SUB-ASSY
a. Using a connecting rod aligner and feeler gauge, check the connecting rod alignment.
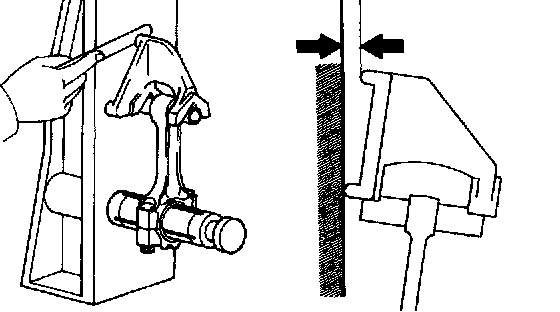
1 Check for out-of-alignment.
Maximum out-of alignment: 0.05 mm (0.0020 inch) per 100 mm (3.94 inch)
If out-of alignment is greater than maximum, replace the connecting rod assembly.
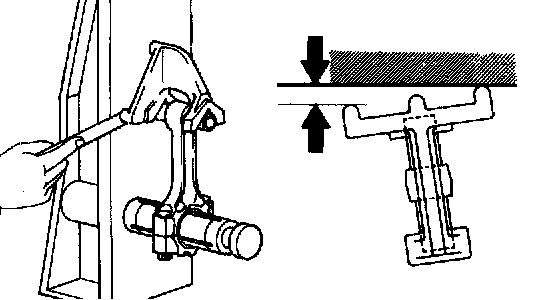
2 Check for twist.
Maximum twist: 0.05 mm (0.0020 inch) per 100 mm (3.94 inch)
If twist is greater than maximum, replace the connecting rod assembly.
21. INSPECT CONNECTING ROD BOLT
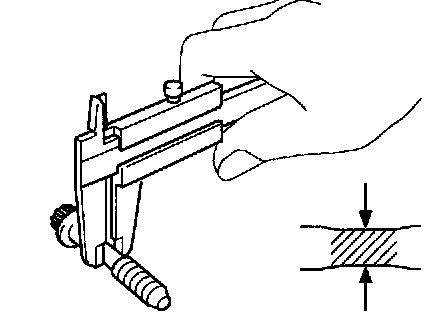
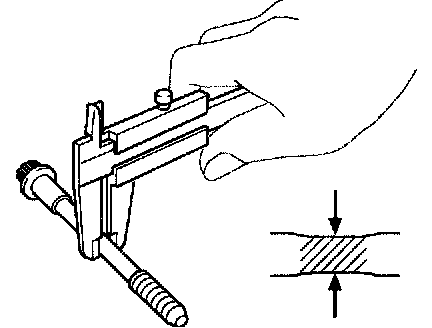
a. Using a vernier caliper, measure the tension portion diameter of the bolts.
Standard diameter: 6.6 - 6.7 mm (0.260 - 0.264 inch)
Maximum diameter: 6.4 mm (0.252 inch)
If the diameter is less than maximum, replace the connecting rod bolt.
22. INSPECT CRANKSHAFT
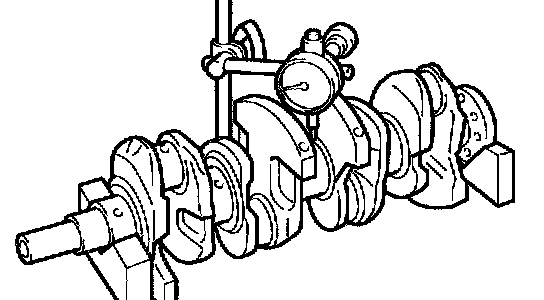
a. Using a dial indicator and V-blocks, measure the circle runout, as shown in the illustration.
Maximum circle runout: 0.03 mm (0.0012 inch)
If the circle runout is greater than maximum, replace the crankshaft.
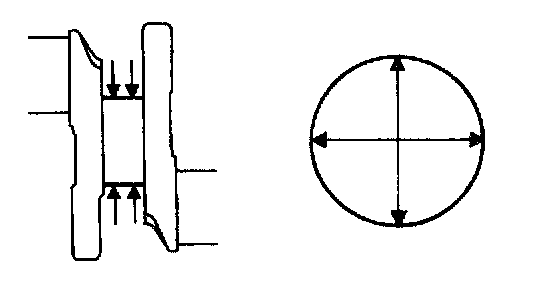
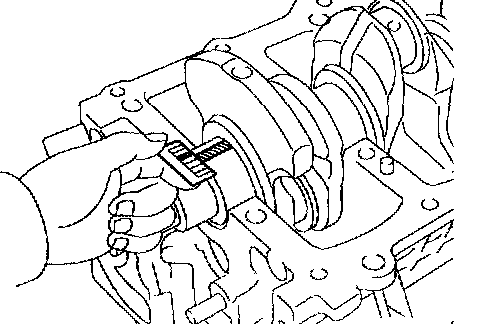
b. Using a micrometer, measure the diameter of each main journal at the points shown in the illustration.
Diameter: 47.988 - 48.000 mm (1.8893 - 1.8898 inch)
If the diameter is not as specified, check the crankshaft oil clearance.
c. Check each main journal for taper and out-of-round as shown.
Maximum taper and out-of-round: 0.020 mm (0.0008 inch)
If the taper and out-of-round is greater than maximum, replace the crankshaft.
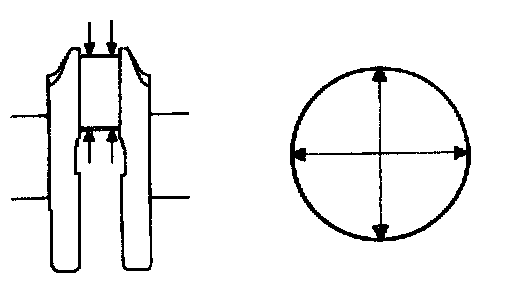
d. Using a micrometer, measure the diameter of each crank pin at the points shown in the illustration.
Diameter: 43.992 - 44.000 mm (1.7320 - 1.7323 inch)
If the diameter is not as specified, check the connecting rod oil clearance.
e. Check each crank pin for taper and out-of-round as shown.
Maximum taper and out-of-round: 0.020 mm (0.0008 inch)
If the taper and out-of-round is greater than maximum, replace the crankshaft.
23. INSPECT CRANKSHAFT BEARING CAP SET BOLT
a. Using vernier caliper, measure the tension portion diameter of the bolts.
Standard diameter: 7.3 - 7.5 mm (0.287 - 0.295 inch)
Minimum diameter: 7.3 mm (0.287 inch)
If the diameter is greater than minimum, replace the crankshaft bearing cap set bolt.
24. INSPECT CRANKSHAFT OIL CLEARANCE
NOTICE: Do not turn the crankshaft.
a. Clean each main journal and bearing.
b. Place the crankshaft on the cylinder block.
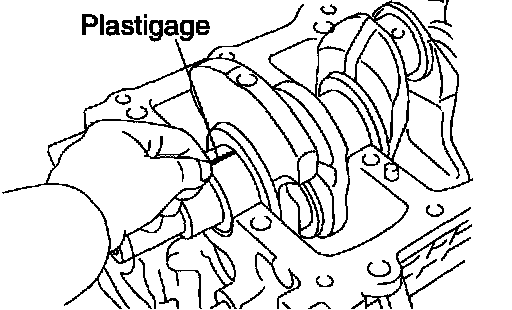
c. Lay a strip of Plastigage across each journal.
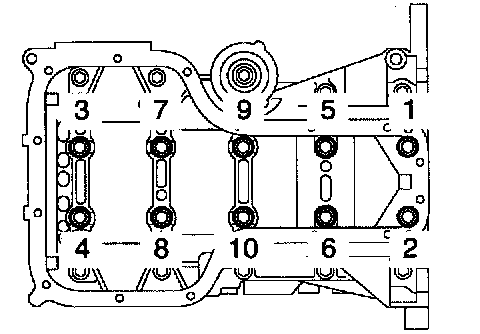
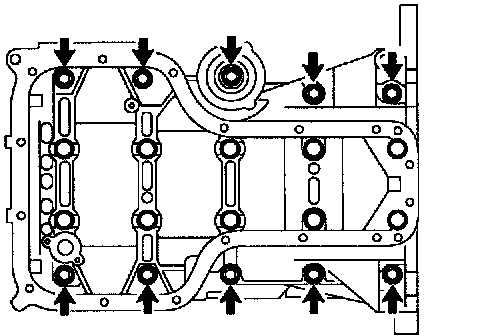
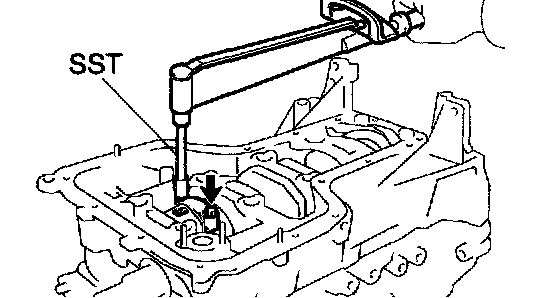
d. Using SST, tighten the bolts in several passes, in the sequence shown, by the specified torque.
SST 09011-38121
Torque: 44 Nm (449 kgf-cm, 33 ft. lbs.)
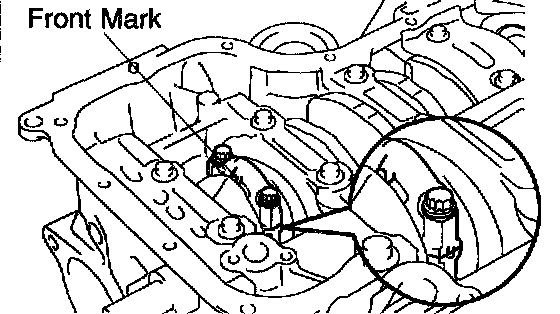
e. Mark the front of the bearing cap bolts with paint.
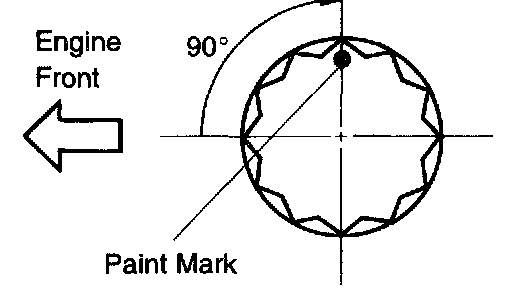
f. Retighten the bearing cap bolts by 90° as shown in the illustration.
g. Check that the painted mark is now at a 90° angle to the front.
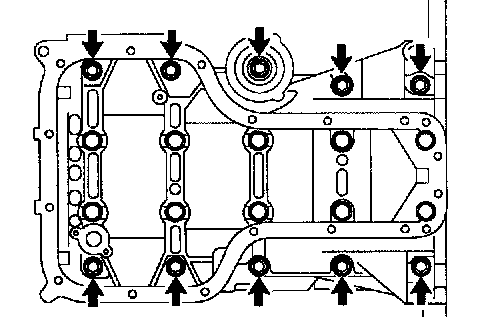
h. Tighten 10 other bolts for the bearing cap.
Torque: 19 Nm (194 kgf-cm, 14 ft. lbs.)
i. Remove the 10 bolts.
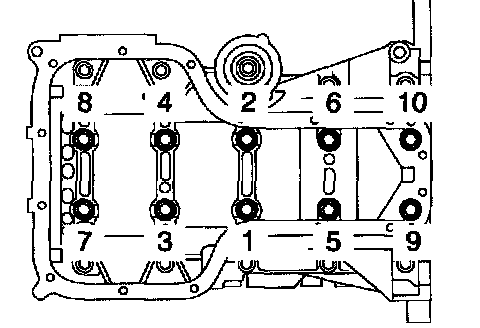
j. Uniformly loosen the 10 bearing cap bolts, in several passes, in the sequence shown in the illustration.
SST 09011-38121
k. Measure the plastigage at its widest point.
Standard oil clearance: 0.015 - 0.032 mm (0.0006 - 0.0013 inch)
Minimum oil clearance: 0.05 mm (0.0020 inch)
NOTICE: Completely remove the plastigage
If the oil clearance is greater than minimum, replace the crankshaft bearing.
If necessary, replace the crankshaft.
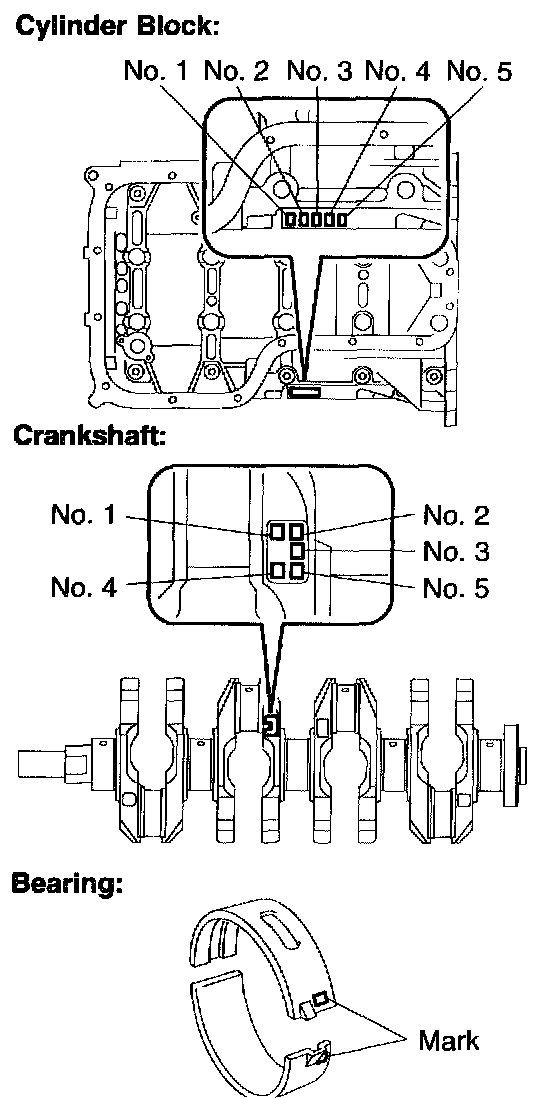

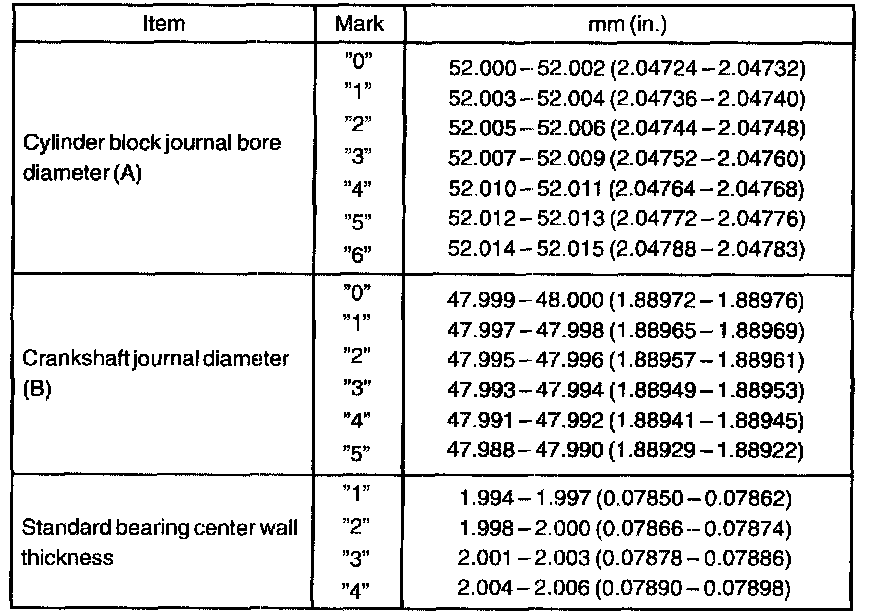
HINT: If replacing a bearing, select a new one having the same number. If the number of the bearing cannot be determined, calculate the correct use bearing number by adding together the numbers imprinted on the cylinder block and crankshaft, then select a new bearing having the calculated number. There are 4 sizes of standard bearings, marked "1", "2", "3" and "4" accordingly.
EXAMPLE: Cylinder block "3" (A) + Crankshaft "4" (B) = Total number 7 (Use bearing "3")
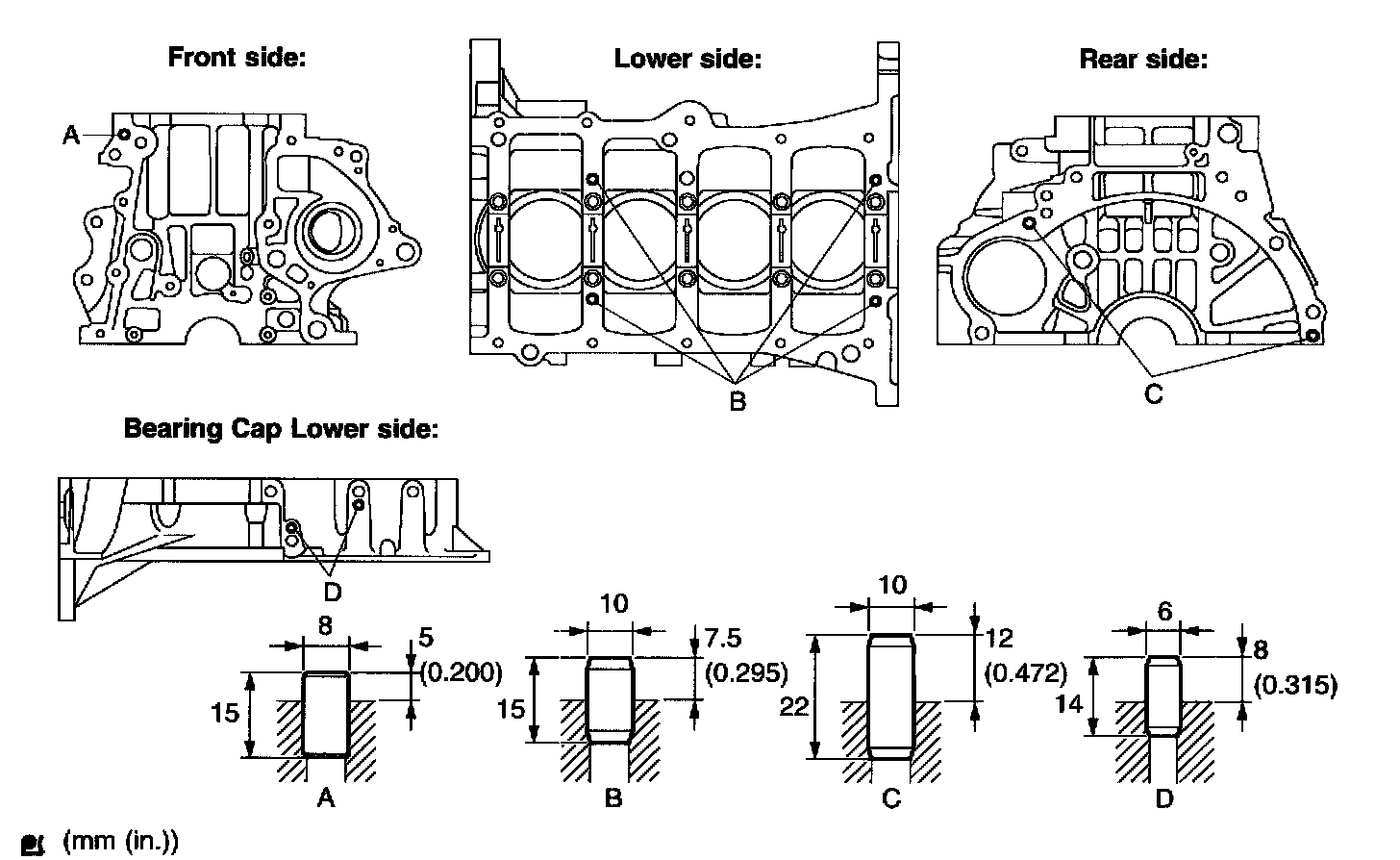
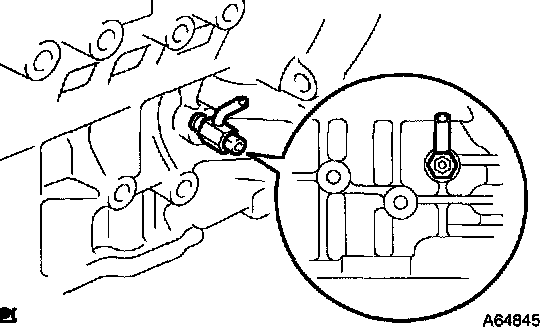
25. INSTALL STRAIGHT PIN
a. Using a plastic hammer, install the 9 straight pins to the cylinder block.
Standard protrusion:
Straight pin A 5 mm (0.200 inch)
Straight pin B 7.5 mm (0.295 inch)
Straight pin C 12 mm (0.472 inch)
Straight pin D 8 mm (0.315 inch)
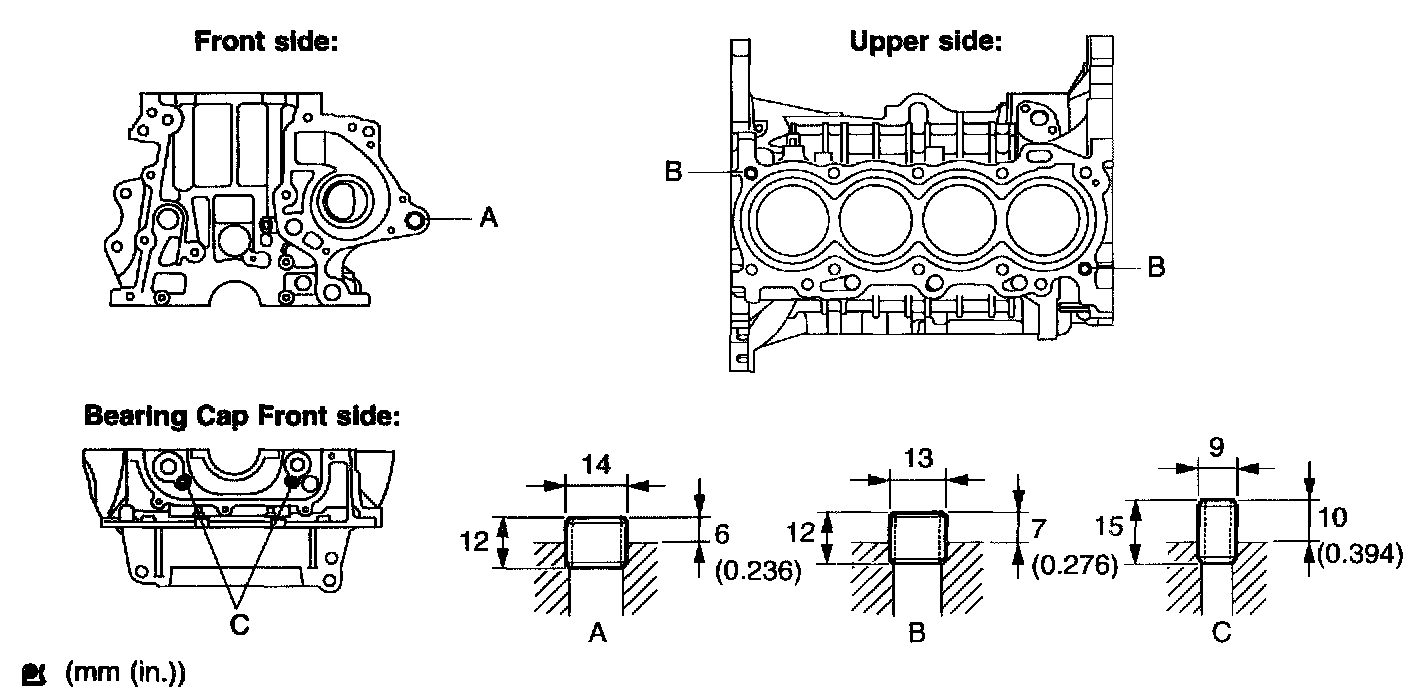
26. INSTALL RING PIN
a. Using a plastic hammer, install the 5 ring pins to the cylinder block.
Standard protrusion:
Ring pin A 6 mm (0.236 inch)
Ring pin B 7 mm (0.276 inch)
Ring pin C 10 mm (0.394 inch)
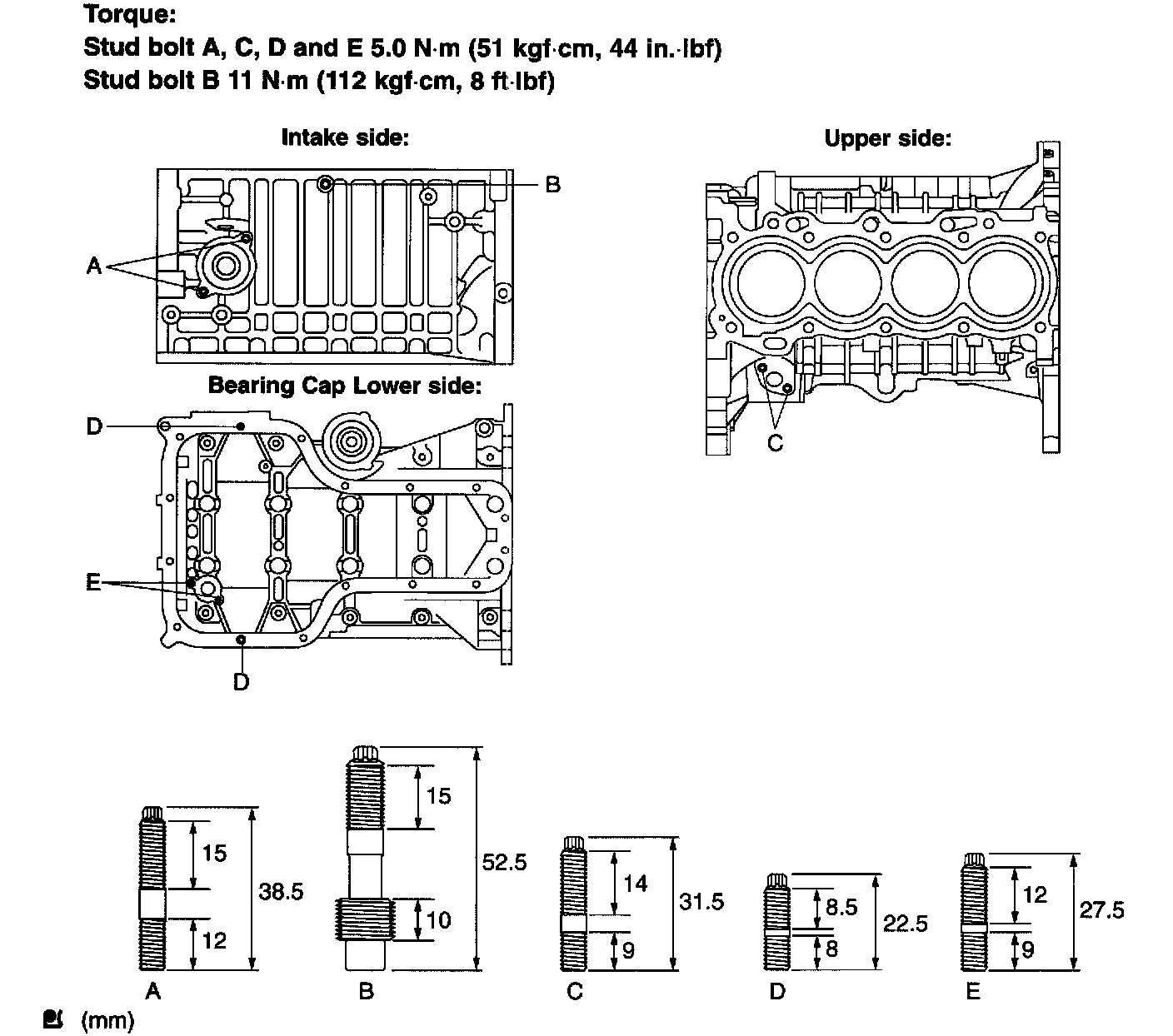
27. INSTALL STUD BOLT
a. Using torx socket wrench E5 and E7, install the 9 stud bolt to the cylinder block.
Torque:
Stud bolt A, C, D and E 5.0 Nm (51 kgf-cm, 44 inch lbs.)
Stud bolt B 11 Nm (112 kgf-cm, 8 ft. lbs.)
28. INSTALL W/ PIN PISTON SUB-ASSY
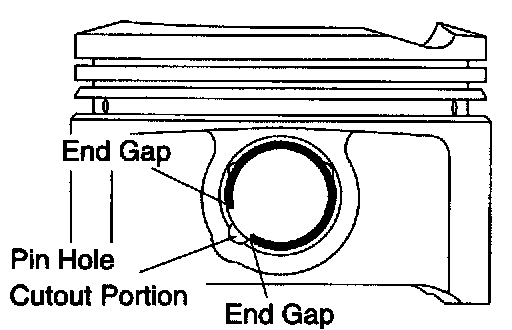
a. Using a small screwdriver, install a new snap ring at one end of the piston pin hole.
HINT: Be sure that end gap of the snap ring is aligned with the pin hole cutout portion of the piston.
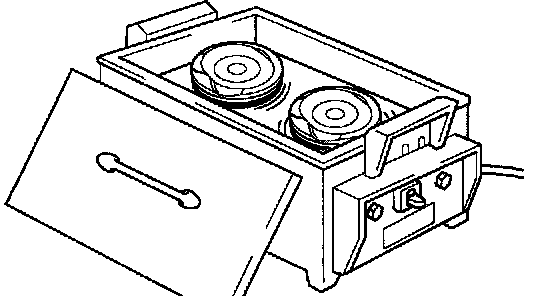
b. Heat the piston to 80 - 90°C (176 - 194°F).
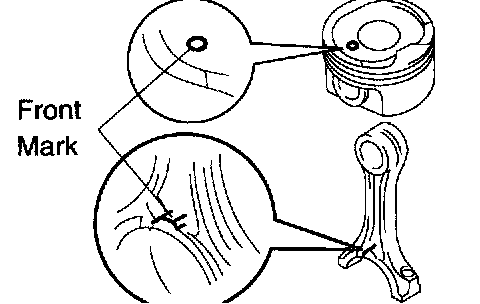
c. Align the front marks on the piston with connecting rod, and push in the piston with your thumb.
d. Using a small screwdriver, install a new snap ring at one end of the piston pin hole.
HINT: Be sure that end gap of the snap ring is aligned with the pin hole cutout portion of the piston.
29. INSTALL PISTON RING SET
HINT: In case of reusing the piston rings, install them to the matched pistons with the surfaces faced correctly.
a. Install the oil ring expander and 2 side rails by hand.
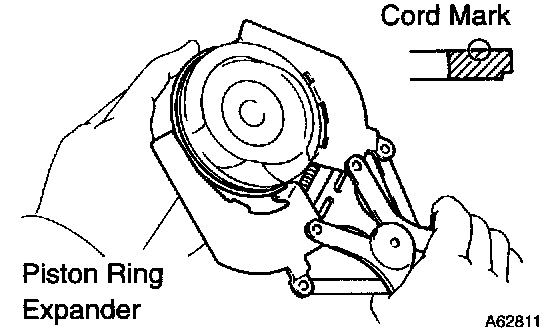
b. Using a piston ring expander, install the 2 compression rings with the code mark facing upward.
Code mark (No.2 only): 2R
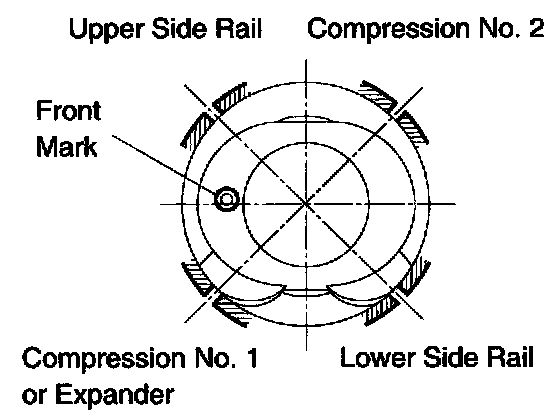
c. Position the piston rings so that the ring ends are as shown.
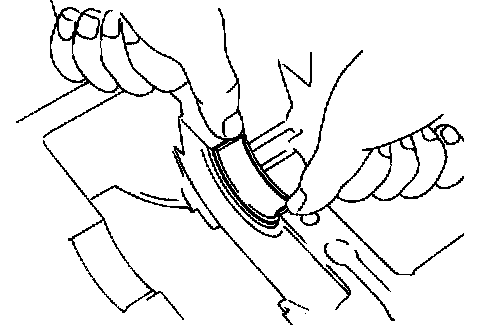
30. INSTALL CRANKSHAFT BEARING
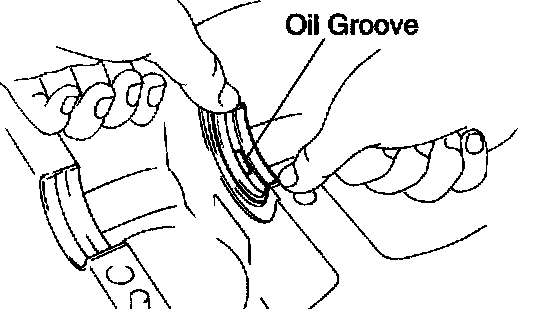
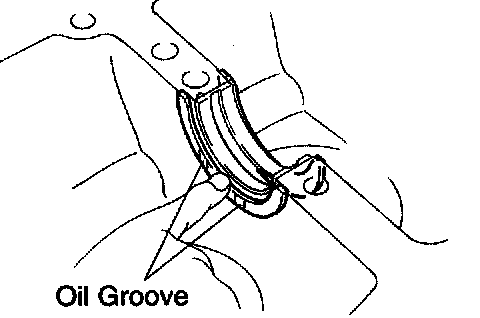
a. Install the upper bearing with an oil groove on cylinder block.
NOTICE: Clean the backside of the bearing and the bearing surface of the bearing cap and let not stick the oils and fats.
b. Install the lower bearing on the bearing cap sub-assy.
NOTICE: Clean the backside of the bearing and the bearing surface of the bearing cap and let not stick the oils and fats.
31. INSTALL CRANKSHAFT THRUST WASHER UPPER
a. Install the 2 thrust washers under the No. 3 journal position of the cylinder block with the oil grooves facing out ward.
32. INSTALL CRANKSHAFT
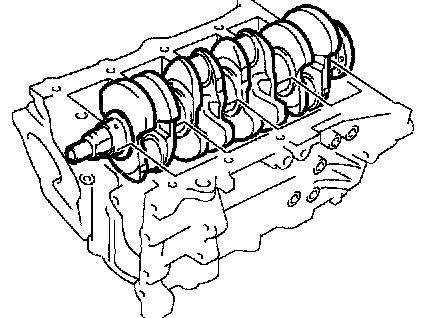
a. Apply engine oil to upper bearing and install the crankshaft on the cylinder block.
b. Apply a light coat of engine oil on the bolt threads, the bolt seats, and the bearings of the bearing cap sub-assy.
c. Install the crankshaft to the cylinder block.
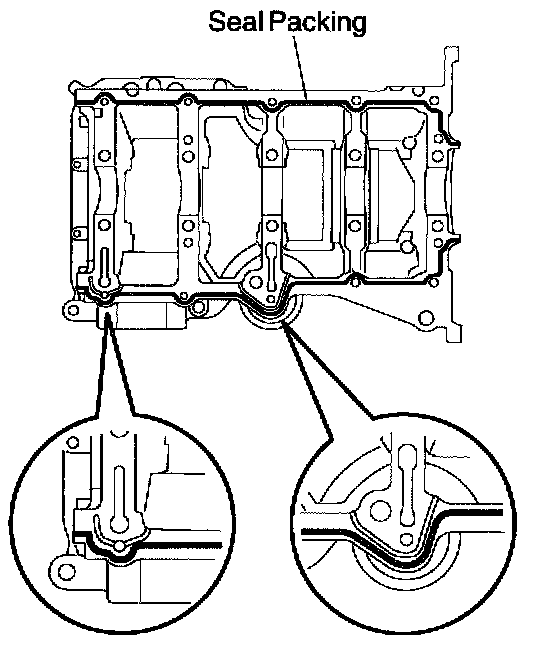
d. Apply seal packing in the shape of bead (Diameter 2.5 - 3.5 mm (0.098 - 0.139 inch) consequently as shown in the illustration.
Seal packing: Part No. 08826-00080 or equivalent
NOTICE:
- Remove any oil from the contact surface.
- Install the bearing cap sub-assembly within 3 minutes after applying seal packing.
- Do not put into engine oil within 2 hours after the installation.
e. Using SST, tighten the bolts in several passes, in the sequence shown, by the specified torque.
SST 09011-38121
Torque: 44 Nm (449 kgf-cm, 33 ft. lbs.)
f. Mark the front of the bearing cap sub-assy bolts with paint.
g. Retighten the bearing cap sub-assy bolts by 90° as shown in the illustration.
h. Check that the painted mark is now at a 90° angle to the front.
i. Tighten 10 other bolts for the bearing cap.
Torque: 19 Nm (194 kgf-cm, 14 ft. lbs.)
33. INSTALL CONNECTING ROD BEARING
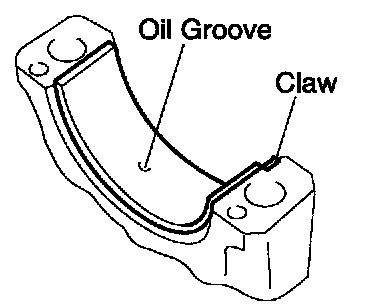
a. Align the connecting rod bearing claw with the oil groove of the connecting rod cap.
b. Install the connecting rod bearing in the connecting rod cap.
NOTICE: Clean the backside of the bearing and bearing surface of the connecting rod cap and let not stick the oils and fats.
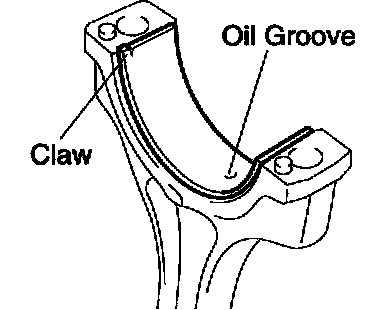
c. Align the connecting rod bearing claw with the oil groove of the connecting rod.
d. Install the connecting rod bearing in the connecting rod.
NOTICE: Clean the backside of the bearing and bearing surface of the connecting rod and let not stick the oils and fats.
34. INSTALL CONNECTING ROD SUB-ASSY
a. Position the piston rings so that the ring ends are as shown.
b. Apply engine oil to the cylinder walls, the pistons, and the surfaces of connecting rod bearings.
c. Check the position of the piston ring ends.
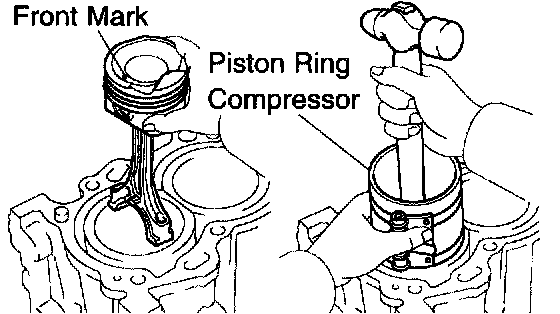
d. Using a piston ring compressor, push the correctly numbered piston and connecting rod assemblies into each cylinder with the front mark of the piston facing forward.
e. Align the pin dowels of the connecting rod cap with the pins of the connecting rod, and install the connecting rod.
NOTICE:
- Clean the backside and the surface of the connecting rod cap bearing and let not stick the oils and fats.
- Match the numbered connecting rod cap with the same numbered connecting rod.
f. Check that the protrusion of the connecting rod cap is facing in the correct direction.
g. Apply a light coat of engine oil on the threads and under the heads of the connecting rod cap bolts.
h. Using SST, tighten the bolts in several passes by the specified torque.
SST 09205-16010
Torque: 20 Nm (204 kgf-cm, 15 ft. lbs.)
i. Mark the front of the connecting cap bolts with paint.
j. Retighten the cap bolts by 90° as shown in the illustration.
k. Check that the crankshaft turns smoothly.
35. INSTALL CYLINDER BLOCK WATER DRAIN COCK SUB-ASSY
a. Apply 2 or 3 threads of adhesive to the cylinder block water drain cock, and install it within 3 minutes.
Torque: 25 Nm (255 kgf-cm, 18 ft. lbs.)
Adhesive:
Part No. 08833-00080, THREE BOND 1344, LOCTITE 242 or equivalent
b. After applying the specified torque, rotate the cylinder block water drain cock clockwise until its drain port faces downward.
NOTICE:
- Do not put into coolant in an hour after the installation.
- Do not rotate the drain union more than 360° in (b), and never loosen it after setting the union correctly.