Cylinder Block Assembly: Testing and Inspection
1. Check the cylinder block. Repair or replace if necessary.^ Leakage damage
^ Cracks
^ Scoring of wall
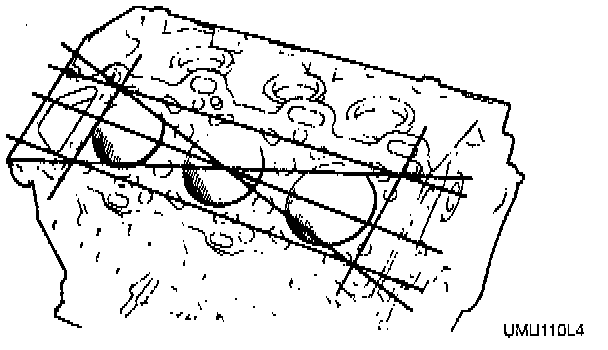
2. Measure the distortion of the top surface of the cylinder block in the seven directions as shown.
Distortion: 0.15 mm (0.006 in) max.
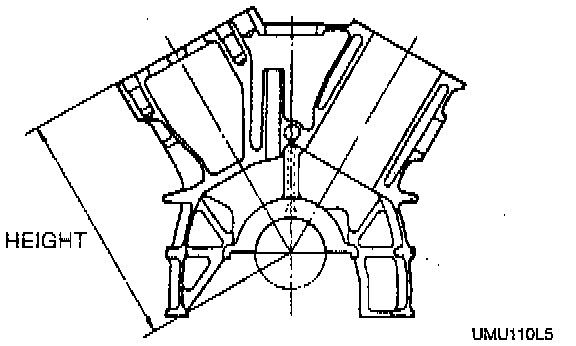
3. If the distortion exceeds the maximum, repair by grinding or replace the cylinder block. Check the height of the deck as shown.
Height: 220.0 mm (8.66 in)
Grinding: 0.20 mm (0.008 in) max.
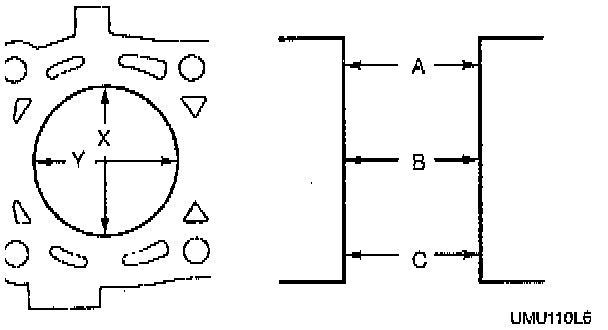
4. Measure the cylinder bore in X and Y directions at three points (A, B. and C) in each cylinder as shown.
Cylinder bore
^ Base the boring diameter on the diameter of an oversize piston.
^ All cylinders must be the same diameter.
^ If the cylinder bore exceeds the maximum, rebore the cylinder to oversize.
Bore diameter:
Standard:
90.000-90.022 mm (3.5433-3.5441 inch)
0.25 mm (0.01 in) oversize:
90.250-90.272 mm (3.5532-3.5540 inch)
0.50 mm (0.02 in) oversize:
90.500-90.522 mm (3.5630-3.5638 inch)
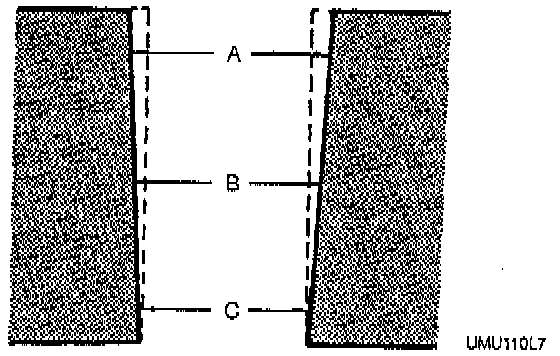
Taper
^ If the difference between the measurements A and C exceeds the maximum taper, rebore the cylinder to oversize.
Taper: 0.019 mm (0.0007 in) max.
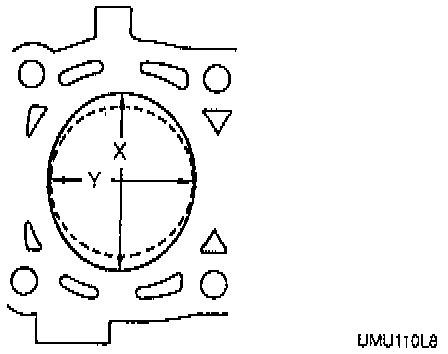
Out of round
^ If the difference between the measurements X and Y exceeds the maximum out-of-round, rebore the cylinder to oversize.
Out-of-round: 0.019 mm (0.0007 in) max.
5. If the upper part of the cylinder wall shows uneven wear, remove the ridge with a ridge reamer.