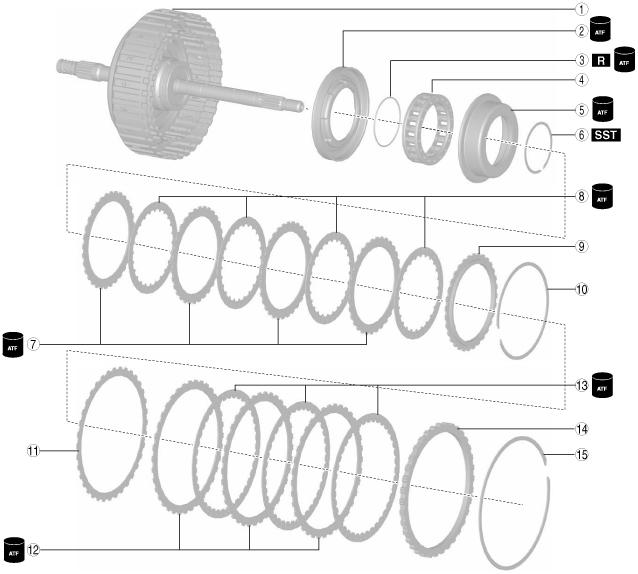
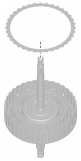
CLUTCH COMPONENT ASSEMBLY
id051700663700
Structural view
|
1
|
Drum and shaft component
|
|
2
|
High clutch piston
|
|
3
|
O-ring (outer diameter approx. 53.2 mm {2.09 in}, thickness approx. 1.6 mm {0.063 in})
|
|
4
|
Springs and retainer component (outer diameter approx. 78.5 mm {3.09 in})
|
|
5
|
Seal plate
|
|
6
|
Snap ring (outer diameter approx. 56.5 mm {2.22 in})
|
|
7
|
Driven plate (inner diameter approx. 94.1 mm {3.70 in})
|
|
8
|
Drive plate (outer diameter approx. 111.7 mm {4.398 in})
|
|
9
|
Retaining plate (inner diameter approx. 94.1 mm {3.70 in})
|
|
10
|
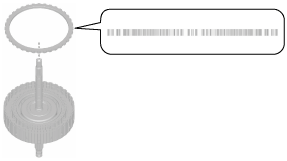
Snap ring (outer diameter approx. 122.3 mm {4.815 in}) (selection)
|
|
11
|
Wave spring
|
|
12
|
Driven plate (inner diameter approx. 135.2 mm {5.323 in})
|
|
13
|
Drive plate (outer diameter approx. 149.9 mm {5.902 in})
|
|
14
|
Retaining plate (inner diameter approx. 135.2 mm {5.323 in})
|
|
15
|
Snap ring (outer diameter approx. 158.8 mm {6.252 in} (selection)
|
Assembly Procedure
1. Assemble the high clutch piston using the following procedure:
- (1) Apply ATF (ATF FZ) to the high clutch piston lip.
- (2) Assemble the high clutch piston.
-
2. Assemble the O-ring using the following procedure:
-
Caution
-
• If a O-ring is reused it could cause ATF leakage, therefore use a new O-ring.
- (1) Apply ATF (ATF FZ) to the new O-ring.
- (2) Assemble the new O-rings.
-
-
Note
-
• O-ring size: Outer diameter approx. 53.2 mm {2.09 in}, thickness approx. 1.6 mm {0.063 in}
3. Assemble the springs and retainer component.
-
Note
-
• Springs and retainer component size: Outer diameter approx. 78.5 mm {3.09 in}
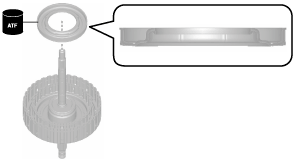
4. Assemble the seal plate using the following procedure:
- (1) Apply ATF (ATF FZ) to the seal plate lip.
- (2) Assemble the seal plate.
-
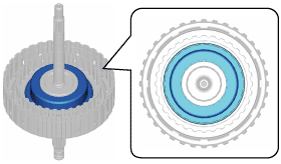
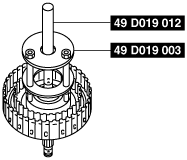
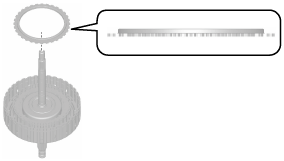
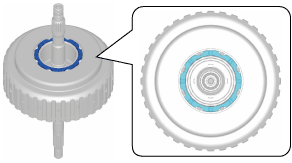
5. Assemble the snap ring using the following procedure:
-
Note
-
• Snap ring size: Outer diameter approx. 56.5 mm {2.22 in}
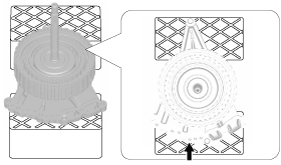
- (1) Set the snap ring to the top of the seal plate.
-
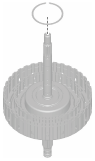
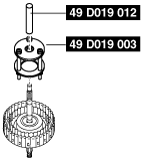
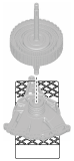
- (2) Install the SSTs.
-
- (3) Set the SSTs and part to the press as shown in the figure.
-
-
Caution
-
• Set the SST (49 D019 003) to the center of the seal plate.
A :Press
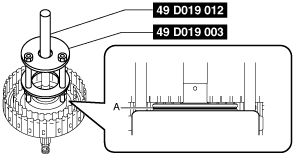
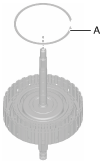
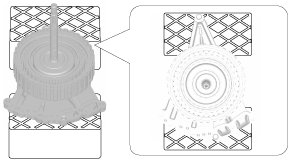
- (4) Press down the SSTs using the press until the snap ring groove of the drum and shaft component comes out.
-
-
Caution
-
• If the press is pressed down excessively, surrounding parts could be damaged.Stop pressing down when the snap ring groove of the drum and shaft component comes out.
A :Snap ring groove
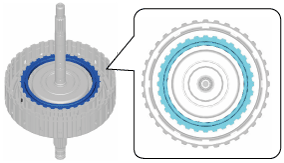
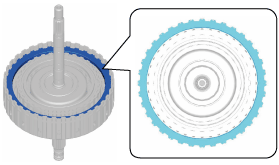
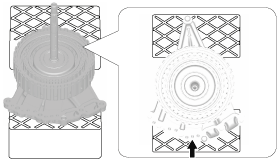
- (5) Assemble the snap ring.
-
-
Caution
-
• After assembling the snap ring, verify that the snap ring is securely inserted into the bottom of the snap ring groove.
A :Snap ring
- (6) Take the SSTs and part off the press.
-
- (7) Remove the SSTs.
-
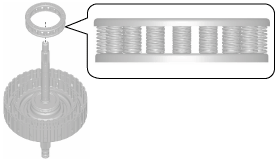
6. Assemble the drive plates and driven plates using the following procedure:
-
Note
-
• Drive plate size: Outer diameter approx. 111.7 mm {4.398 in}
• Driven plate size: Inner diameter approx. 94.1 mm {3.70 in}
- (1) Apply ATF (ATF FZ) to the drive plates and driven plates.
-
-
Caution
-
• If the drive plate is replaced with a new one, immerse it in ATF (ATF FZ) for 2 h or more to permeate the facing with ATF.
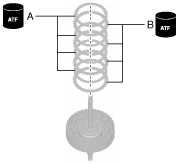
- (2) Assemble the drive plates and driven plates.
-
-
Assembly order
-
Driven plate—drive plate—driven plate—drive plate—driven plate—drive plate—driven plate—drive plate
A :Drive plate
B :Driven plate
7. Assemble the retaining plate.
-
Note
-
• Retaining plate size: Inner diameter approx. 94.1 mm {3.70 in}
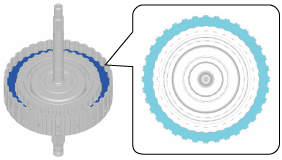
8. Assemble the snap ring using the following procedure:
-
Note
-
• Snap ring size: Outer diameter approx. 122.3 mm {4.815 in}
- (1) Measure the high clutch clearance and select the appropriate snap ring. (See HIGH CLUTCH CLEARANCE MEASUREMENT/ADJUSTMENT.)
-
-
Note
-
• If the snap ring is assembled for the high clutch clearance measurement/adjustment, the following snap ring assembly procedure is not necessary.
- (2) Assemble the selected snap ring in Step (1).
-
-
Caution
-
• After assembling the snap ring, verify that the snap ring is securely inserted into the bottom of the snap ring groove.
A :Selection
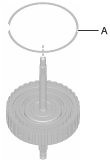
9. Assemble the wave spring.
10. Assemble the drive plates and driven plates using the following procedure:
-
Note
-
• Drive plate size: Outer diameter approx. 149.9 mm {5.902 in}
• Driven plate size: Inner diameter approx. 135.2 mm {5.323 in}
- (1) Apply ATF (ATF FZ) to the drive plates and driven plates.
-
-
Caution
-
• If the drive plate is replaced with a new one, immerse it in ATF (ATF FZ) for 2 h or more to permeate the facing with ATF.
- (2) Assemble the drive plates and driven plates.
-
-
Assembly order
-
Driven plate—drive plate—driven plate—drive plate—driven plate—drive plate
A :Drive plate
B :Driven plate
11. Assemble the retaining plate.
-
Note
-
• Retaining plate size: Inner diameter approx. 135.2 mm {5.323 in}
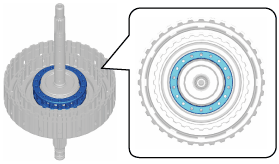
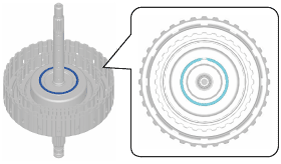
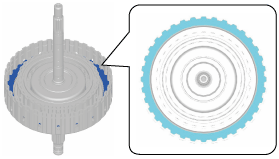
12. Assemble the snap ring using the following procedure:
-
Note
-
• Snap ring size: Outer diameter approx. 158.8 mm {6.252 in}
- (1) Measure the low clutch clearance and select the appropriate snap ring. (See LOW CLUTCH CLEARANCE MEASUREMENT/ADJUSTMENT.)
-
-
Note
-
• If the snap ring is assembled for the low clutch clearance measurement/adjustment, the following snap ring assembly procedure is not necessary.
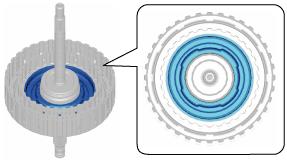
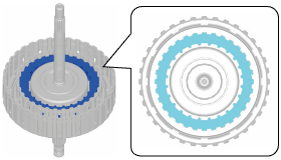
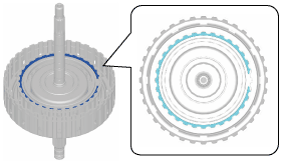
- (2) Assemble the selected snap ring in Step (1) to the position shown in the figure.
-
-
Caution
-
• Assemble so that the end gap of the snap ring is positioned diagonally opposed to the end gap of the snap ring for the high clutch.
• After assembling the snap ring, verify that the snap ring is securely inserted into the bottom of the snap ring groove.
A :Selection
A :Snap ring (low clutch)
B :Snap ring (high clutch)
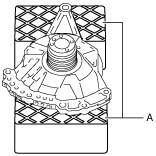
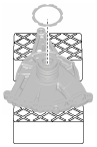
13. Perform a simple inspection of the low clutch and high clutch using the following procedure:
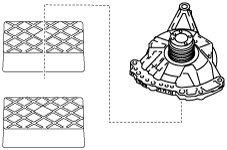
- (1) Set the oil pump on the workbench as shown in the figure.
-
-
Note
-
• Using the rubber plates, adjust the alignment surface of the oil pump with the transaxle case so that it is level.
A :Rubber plate
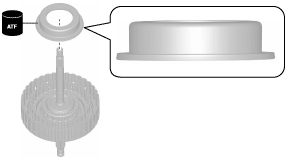
- (2) Assemble the thrust washer to the clutch component using the following procedure:
-
-
Note
-
• Thrust washer size: Inner diameter approx. 58.7 mm {2.31 in}
- 1) To prevent the thrust washer from dropping out, apply ATF (ATF FZ) to the thrust washer.
- 2) Assemble the thrust washer.
-
- (3) Assemble the parts assembled together in Step (2) to the oil pump.
-
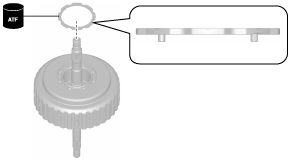
- (4) Blow compressed air into the oil passage shown in the figure and verify the operation condition of the low clutch.
-
-
Warning
-
• Always wear protective eye wear when using the air compressor. Otherwise, ATF or dirt particles blown off by the air compressor could get into the eyes.
-
Caution
-
• To prevent damage to parts, always use an air compressor which is adjusted to the indicated pressure.
-
Compressed air pressure
-
0.39—0.44 MPa {4.0—4.4 kgf/cm2, 57—63 psi}
-
• If there is any malfunction, perform disassembly again, verify the cause and repair the applicable part.(See
CLUTCH COMPONENT DISASSEMBLY.)
- (5) Blow compressed air into the oil passage shown in the figure and verify the operation condition of the high clutch.
-
-
Warning
-
• Always wear protective eye wear when using the air compressor. Otherwise, ATF or dirt particles blown off by the air compressor could get into the eyes.
-
Caution
-
• To prevent damage to parts, always use an air compressor which is adjusted to the indicated pressure.
-
Compressed air pressure
-
0.39—0.44 MPa {4.0—4.4 kgf/cm2, 57—63 psi}
-
• If there is any malfunction, perform disassembly again, verify the cause and repair the applicable part. (See
CLUTCH COMPONENT DISASSEMBLY.)
- (6) Remove the clutch component.
-
- (7) Remove the thrust washer.
-
- (8) Take the oil pump off the rubber plates.
-