Cylinder Block Assembly: Testing and Inspection
BLOCK
1. Clean cylinder block thoroughly and check all core hole plugs for evidence of leaking.
2. Examine block and cylinder bores for cracks or fractures.
BORE
1 .The cylinder walls should be checked for out-of-round and taper with bore dial indicator tool No. C-119, or equivalent. The cylinder bore out-of-round is 0.051 mm (0.002 inch) maximum and cylinder bore taper is 0.051 mm (0.002 inch) maximum.
If the cylinder walls are badly scuffed or scored, the cylinder block should be rebored and honed, and new pistons and rings fitted. Whatever type of boring equipment is used, boring and honing should be closely coordinated with the fitting of pistons and rings so that specified clearances may be maintained.
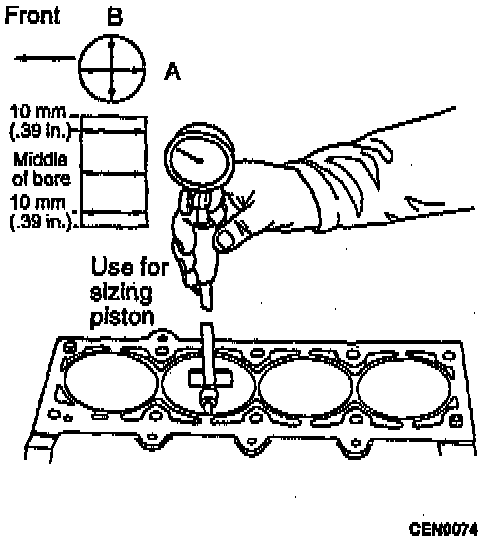
2. Measure the cylinder bore at three levels in directions A and B. Top measurement should be 10 mm (0.39 inch) down (from the top) and bottom measurement should be 10 mm (0.39 inch) up from the bottom of the bore.
Standard bore value: 87.5 mm (3.445 inch).