Porosity/Sand Hole Repairing
Porosity or sand holes which will cause oil seepage or leakage can occur with modern casting processes. Make a complete inspection of engine and transaxle. If the leak is caused by porosity of the cylinder block or sand holes, service with an epoxy sealer meeting Ford specification M3D35-A (E). Do not service cracks with this material. Service with this metallic plastic epoxy resin must be confined to those cast iron engine component surfaces where the inner wall surface is not exposed to engine coolant pressure or oil pressure. For example:
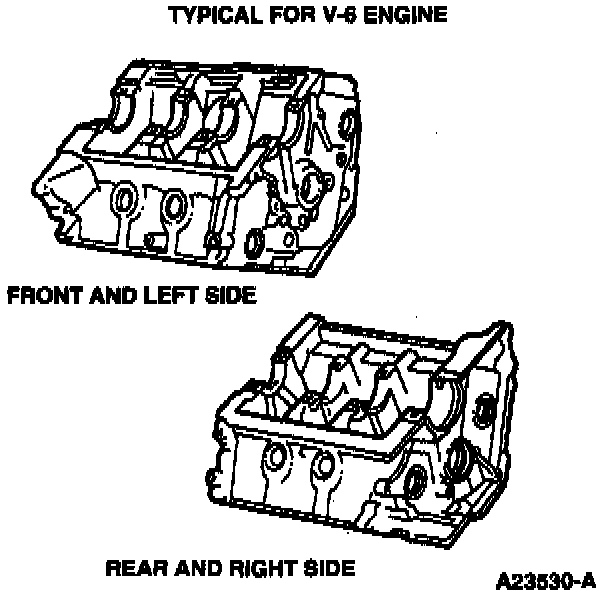
- Cylinder block surfaces extending along the length of the cylinder block, upward from the oil pan rail to the cylinder water jacket but not including machined areas.
- Lower rear face of the cylinder block.
- Intake manifold casting.
CAUTION: Service is not recommended to the intake manifold exhaust crossover section (if equipped) because temperatures can exceed the recommended temperature limit of 260�C (500�F).
- Cylinder head along the valve cover gasket surface.
The following procedure should be used to service porous areas or sand holes in cast iron:
1. Clean the surface to be serviced by grinding or rotary-filing to a clean, bright metal surface. Chamfer or undercut the hole or porosity to a greater depth than the rest of the cleaned surface. Solid metal must surround the hole. Openings smaller than 6.35 mm (0.25 inch) should be serviced with an epoxy sealer meeting Ford specification M3D35-A (E). Openings in excess of 6.35 mm (0.26 inch) can be drilled, tapped and plugged using common tools. Clean the service area thoroughly. Epoxy sealer meeting Ford specification M3D35-A (E) will not stick to a dirty or oily surface.
2. Mix the base of an epoxy sealer meeting Ford specification M3D35-A (E) and hardener as directed on the container. Stir thoroughly until uniform.
3. Apply epoxy sealer meeting Ford specification M3D35-A (E) with a suitable clean tool (such as a putty knife or wood spoon), forcing the epoxy into the hole or porosity.
4. Allow the service mixture to harden. Two methods can be used. Heat-cure with a 250-watt lamp (as per direction on container) placed 254 mm (10 inches) from the serviced surface or air-dry for 10- 12 hours at temperatures above 10�C (50�F).
5. Sand or grind the serviced area to blend with the general contour of the surrounding surface.
6. Paint the surface to match the rest of the cylinder block.