AUTOMATIC TRANSAXLE ASSEMBLY [FW6A-EL/FW6AX-EL]
id0517006644z3
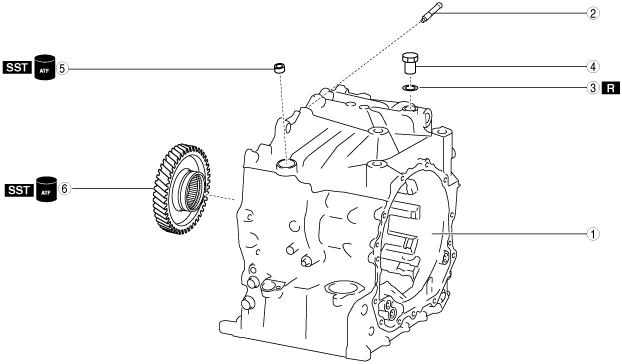
Structural View
Automatic transaxle 1
|
1
|
Transaxle case
|
|
2
|
Breather pipe
|
|
3
|
Gasket
|
|
4
|
Plug (M18×1.5 bolt, length to approx. 21.5 mm {0.846 in})
|
|
5
|
Radial needle bearing
|
|
6
|
Primary gear
|
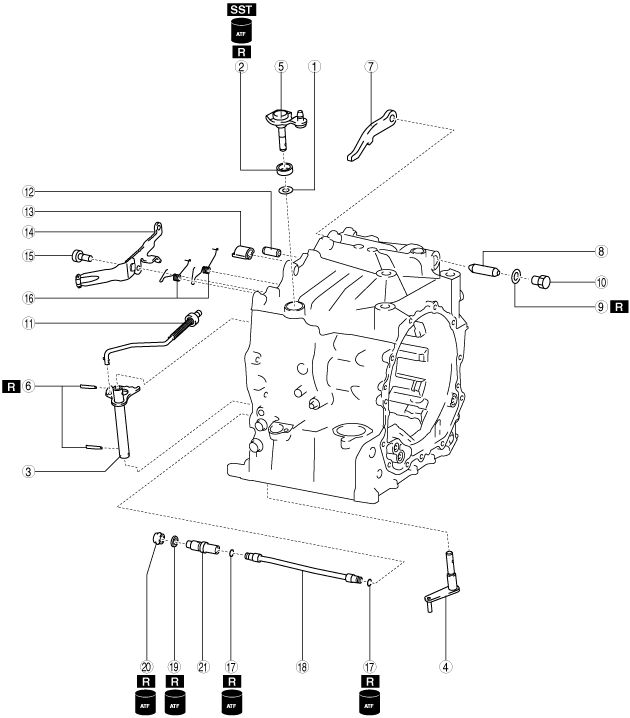
Automatic transaxle 2
|
1
|
Washer
|
|
2
|
Oil seal
|
|
3
|
Manual plate component
|
|
4
|
Parking assist lever component
|
|
5
|
Parking shift lever component
|
|
6
|
Roll pin
|
|
7
|
Parking pawl
|
|
8
|
Parking pawl shaft
|
|
9
|
Gasket
|
|
10
|
Plug (M14×1.5, length to approx. 10 mm {0.39 in})
|
|
11
|
Parking rod component
|
|
12
|
Parking pawl pin
|
|
13
|
Support actuator
|
|
14
|
Detent bracket component
|
|
15
|
2 bolts (M8×1.25 bolt, length to approx. 16 mm {0.63 in})
|
|
16
|
Pawl return spring
|
|
17
|
O-ring (outer diameter approx. 11.6 mm {0.457 in}, thickness approx. 1.9 mm {0.075 in})
|
|
18
|
Oil pipe
|
|
19
|
Gasket
|
|
20
|
Gasket
|
|
21
|
Connector
|
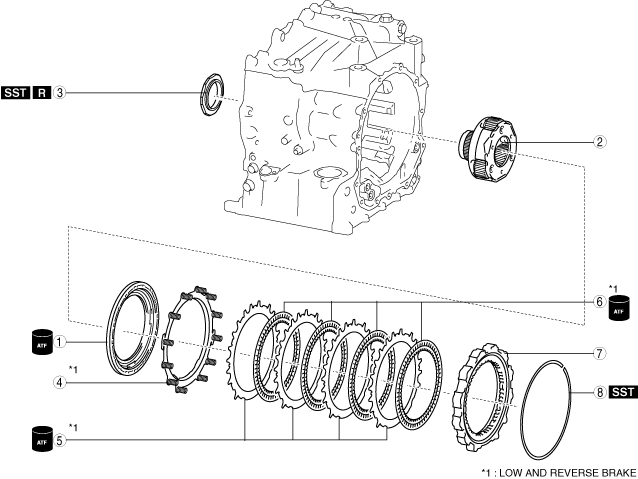
Automatic transaxle 3 (SKYACTIV-G 1.5)
|
1
|
Low and reverse brake piston
|
|
2
|
Front planetary gear
|
|
3
|
Locknut
|
|
4
|
Springs and retainer component (inner diameter approx. 155.3 mm {6.114 in})
|
|
5
|
Driven plate (inner diameter approx. 149.6 mm {5.890 in})
|
|
6
|
Drive plate (outer diameter approx. 174.1 mm {6.854 in})
|
|
7
|
One-way clutch
|
|
8
|
Snap ring (outer diameter approx. 198.0 mm {7.795 in}) (selection)
|
Automatic transaxle 3 (SKYACTIV-G 2.0, SKYACTIV-G 2.5)
|
1
|
Low and reverse brake piston
|
|
2
|
Front planetary gear
|
|
3
|
Locknut
|
|
4
|
Springs and retainer component (inner diameter approx. 155.3 mm {6.114 in})
|
|
5
|
Driven plate (inner diameter approx. 149.6 mm {5.890 in})
|
|
6
|
Drive plate (outer diameter approx. 174.1 mm {6.854 in})
|
|
7
|
One-way clutch
|
|
8
|
Snap ring (outer diameter approx. 198.0 mm {7.795 in}) (selection)
|
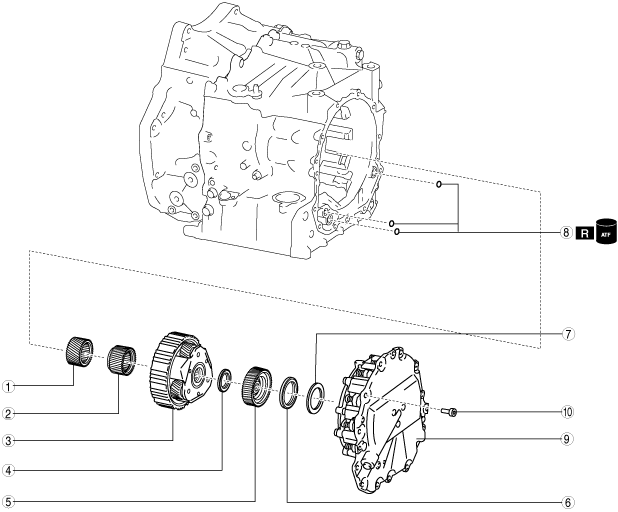
Automatic transaxle 4
|
1
|
Bearing race (outer diameter approx. 70 mm {2.8 in})
|
|
2
|
Shim (outer diameter approx. 79 mm {3.1 in}, thickness approx. 0.5 mm {0.02 in})
|
|
3
|
Bearing race (outer diameter approx. 80 mm {3.1 in})
|
|
4
|
Oil seal (outer diameter approx. 63 mm {2.5 in})
|
|
5
|
Baffle plate
|
|
6
|
2 bolts (M6×1.0 bolt, length to approx. 15 mm {0.59 in}*)
|
|
7
|
Secondary gear and output gear
|
|
8
|
Oil pipe
|
|
9
|
Ring gear and differential
|
|
10
|
Thrust needle bearing (outer diameter approx. 80.3 mm {3.16 in})
|
|
11
|
Seal ring (outer diameter approx. 24.4 mm {0.961 in}, thickness approx. 1.5 mm {0.059 in})
|
|
12
|
D-ring (outer diameter approx. 16.4 mm {0.646 in}, thickness approx. 2.4 mm {0.094 in})
|
|
13
|
Low clutch hub
|
|
14
|
Thrust needle bearing (outer diameter approx. 51.3 mm {2.02 in})
|
|
15
|
High clutch hub
|
|
16
|
Thrust needle bearing (outer diameter approx. 37.3 mm {1.47 in})
|
|
17
|
Turbine shaft
|
|
18
|
High clutch component and low clutch component
|
|
19
|
Thrust needle bearing (outer diameter approx. 72.7 mm {2.86 in})
|
|
20
|
Oil pump
|
|
21
|
7 bolts (M8×1.25 bolt, length to approx. 31 mm {1.2 in})
|
|
22
|
Baffle plate
|
* :Length without spring washer is indicated due to bolt with spring washer. Length with spring washer is approx. 13 mm {0.51 in}. In addition, this bolt is applied with thread-locking compound.
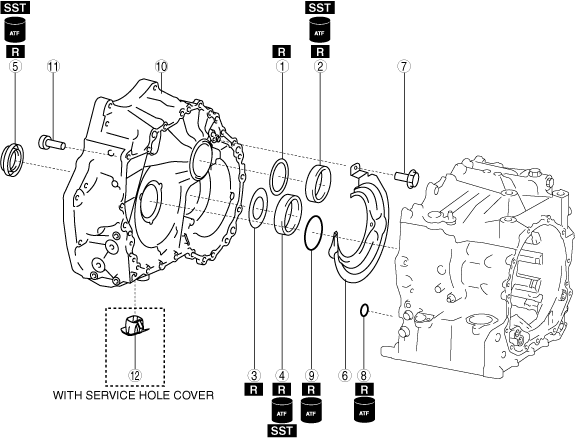
Automatic transaxle 5
|
1
|
Shim (outer diameter approx. 74 mm {2.9 in}) (selection)
|
|
2
|
Bearing race (outer diameter approx. 75 mm {3.0 in})
|
|
3
|
Shim (outer diameter approx. 89 mm {3.5 in}) (selection)
|
|
4
|
Bearing race (outer diameter approx. 90 mm {3.5 in})
|
|
5
|
Oil seal (outer diameter approx. 65 mm {2.6 in}) (2WD)
Oil seal (outer diameter approx. 67 mm {2.6 in}) (4WD)
|
|
6
|
Baffle plate
|
|
7
|
3 bolts (M6×1.0 bolt, length to approx. 14 mm {0.55 in})
|
|
8
|
O-ring (outer diameter approx. 15.6 mm {0.614 in}, thickness approx. 2.4 mm {0.094 in})
|
|
9
|
O-ring (outer diameter approx. 73.3 mm {2.89 in}, thickness approx. 3.0 mm {0.12 in})
|
|
10
|
Converter housing
|
|
11
|
24 bolts * (M8×1.25 bolt, length to approx. 28 mm {1.1 in})
|
|
12
|
service hole cover (With service hole cover)
|
* :Of the 24 bolts, 6 are applied with sealant
Automatic transaxle 6
|
1
|
Front sun gear
|
|
2
|
Rear sun gear
|
|
3
|
Rear planetary gear
|
|
4
|
Thrust needle bearing (outer diameter approx. 44 mm {1.7 in})
|
|
5
|
Reduction sun gear
|
|
6
|
Thrust needle bearing (outer diameter approx. 61.5 mm {2.42 in})
|
|
7
|
Shim (outer diameter approx. 59.5 mm {2.34 in}) (selection)
|
|
8
|
O-ring (outer diameter approx. 15.6 mm {0.614 in}, thickness approx. 2.4 mm {0.094 in})
|
|
9
|
End cover component
|
|
10
|
12 bolts * (M8×1.25 bolt, length to approx. 21 mm {0.83 in})
|
* :Of the 12 bolts, 2 are applied with sealant
Automatic transaxle 7
|
1
|
Gasket
|
|
2
|
Dowel pin
|
|
3
|
Control valve body
|
|
4
|
11 bolts (M6×1.0 bolt, length to approx. 30 mm {1.2 in})
|
|
5
|
O-rings
|
|
6
|
Oil strainer
|
|
7
|
2 bolts (M6×1.0 bolt, length to approx. 16 mm {0.63 in})
|
|
8
|
Magnet
|
|
9
|
Oil pan
|
|
10
|
16 bolts (M6×1.0 bolt, length to approx. 15 mm {0.59 in}*)
|
|
11
|
Oil seal
|
|
12
|
Hose clamp
|
|
13
|
O-ring (outer diameter approx. 16.6 mm {0.654 in}, thickness approx. 2.4 mm {0.094 in})
|
|
14
|
Dipstick
|
|
15
|
Bolt (M6×1.0 bolt, length to approx. 16 mm {0.63 in})
|
|
16
|
O-ring
• For cylindrical oil cooler: (outer diameter approx. 24.4 mm {0.961 in}, thickness approx. 2.4 mm {0.094 in})
• For cubic-shaped oil cooler: (outer diameter approx. 26.6 mm {1.05 in}, thickness approx. 3.1 mm {0.12 in})
|
|
17
|
Oil cooler
• Type A: cylindrical oil cooler
• Type B: cubic-shaped oil cooler
|
|
18
|
3 bolts
Type A: (M8×1.25 bolt, length to approx. 25 mm {0.98 in})
Type B: (M8×1.25 bolt, length to approx. 23.5 mm {0.925 in})
|
|
19
|
Torque converter
|
|
20
|
Stud bolt
|
|
21
|
O-ring (outer diameter approx. 15.6 mm {0.614 in}, thickness approx. 2.4 mm {0.094 in}) (Vehicles with i-stop)
|
|
22
|
Electric AT oil pump (Vehicles with i-stop)
|
|
23
|
3 bolts (M8×1.25 bolt, length to approx. 25 mm {0.98 in}) (Vehicles with i-stop)
|
* :Length without spring washer is indicated due to bolt with spring washer. Length with spring washer is approx. 13 mm {0.51 in}.
Assembly Procedure
1. Assemble the parts in the following order.
-
Note
-
• Assemble the parts in the following order because the parts in the transaxle may be used for measurement/adjustment.
- (1) Oil pump (See OIL PUMP ASSEMBLY)
-
- (2) High clutch component and low clutch component (See HIGH CLUTCH COMPONENT AND LOW CLUTCH COMPONENT ASSEMBLY [FW6A-EL/FW6AX-EL])
-
- (3) Rear planetary gear (See REAR PLANETARY GEAR ASSEMBLY)
-
- (4) Reduction planetary gear (See REDUCTION PLANETARY GEAR ASSEMBLY)
-
- (5) Secondary gear and output gear (See SECONDARY GEAR AND OUTPUT GEAR ASSEMBLY)
-
- (6) Ring gear and differential (See RING GEAR AND DIFFERENTIAL ASSEMBLY [FW6A-EL/FW6AX-EL])
-
- (7) End cover component (See END COVER COMPONENT ASSEMBLY [FW6A-EL/FW6AX-EL])
-
- (8) Control valve body (See CONTROL VALVE BODY ASSEMBLY)
-
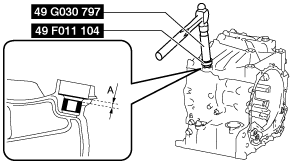
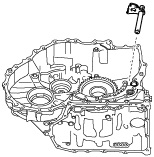
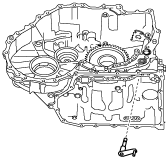
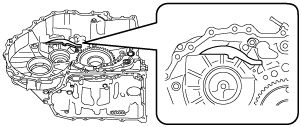
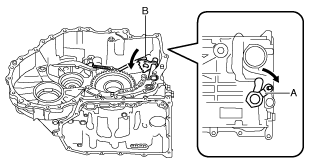
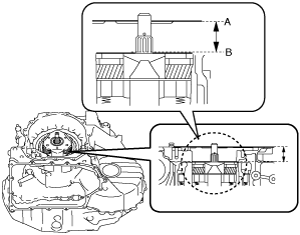
2. If the transaxle case is replaced with a new one, perform the following procedure:
- (1) Remove the stud bolts.
-
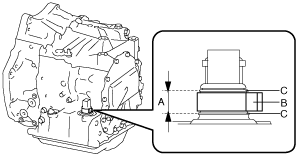
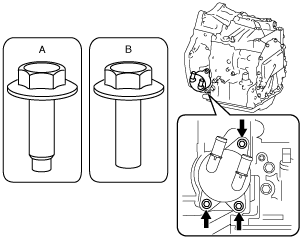
- (2) Assemble a new breather pipe to the position shown in the figure.
-
A :Type A
B :Type B
C :44.5—45.5 mm {1.76—1.79 in}
D :36.5—37.5 mm {1.44—1.47 in}
-
Note
-
• Lightly tap and assemble so as not damage the breather pipe.
A :25—27 mm {1.0—1.06 in} (Type A), 17—19 mm {0.67—0.74 in} (Type B)
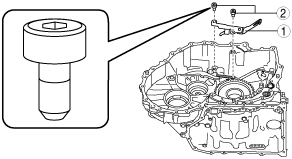
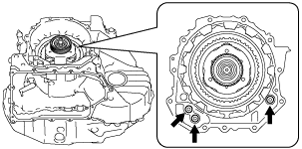
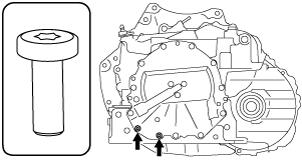
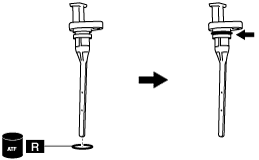
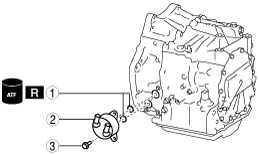
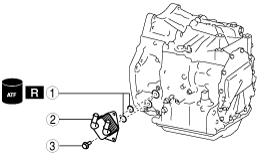
- (3) Assemble the plug and new gasket in the order shown in the figure.
-
-
Caution
-
• If a gasket is reused it could cause ATF leakage, therefore use a new gasket.
|
1
|
Gasket
|
|
2
|
Plug (M18×1.5 bolt, length to approx. 21.5 mm {0.846 in})
|
-
Plug tightening torque
-
39—59 N·m {4.0—6.0 kgf·m, 29—43 ft·lbf}
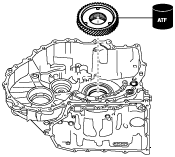
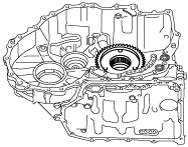
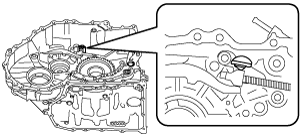
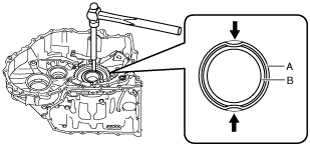
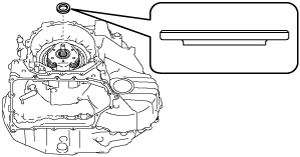
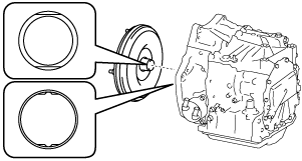
- (4) Assemble a new radial needle bearing using the following procedure:
-
- 1) Apply ATF (ATF FZ) to the engagement area of the new radial needle bearing and transaxle case.
-
- 2) Assemble the new radial needle bearing to the position shown in the figure using the SSTs.
-
A :1.9—2.9 mm {0.08—0.11 in}
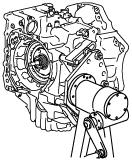
3. Install the transaxle case to the SST (engine stand) using the following procedure:
- (1) Install the SSTs to the transaxle case using the following procedure.
-
-
Note
-
• When installing the SST (49 L010 1A0) to the transaxle case (stud bolt holes), use part number: 9YA02 1440 or M14×1.5 bolts, length to 100 mm {3.94 in}.
• When installing the SST (49 UN30 3050) to the transaxle case, use part number: 9YA02 1015, or M10×1.5 bolts, length to 35 mm {1.4 in}.
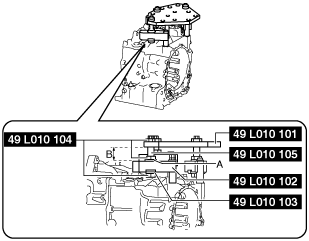
- 1) Temporarily install the arms (49 L010 102) using part number: 9YA02 1440, or M14×1.5 bolts, length to 100 mm {3.94 in}.
-
-
Note
-
• To adjust the installation position of the SST in Step 3), temporarily tighten the bolts.
A :Part number: 9YA02 1440, or M14×1.5 bolt, length to 100 mm {3.94 in}
- 2) Assemble the SST (49 L010 1A0).
-
-
Note
-
• Use bolts (49 L010 105) with a length of 138 mm {5.43 in}.
A :Washer
B :Approx. 20 mm {0.79 in}
C :Approx. 26 mm {1.0 in}
D :Approx. 47 mm {1.9 in}
- 3) Install the SST assembled in Step 2).
-
-
Note
-
• Adjust so that the plate (49 L010 101) and arms (49 L010 102) are level, and install.
A :Washer
B :Level out
- 4) Verify that nothing other than the SST arms (49 L010 102) installation area contacts the transaxle case and breather pipe.
-
-
Caution
-
• If something other than the SST arms (49 L010 102) installation area contacts the transaxle case and breather pipe, readjust the SST to prevent damaging the part.
- 5) Tighten the nuts and bolts.
-
-
Tightening torque
-
• Bolt: Part number: 9YA02 1440, or M14×1.5 bolt, length to 100 mm {3.94 in}
40—52 N·m {4.1—5.3 kgf·m, 30—38 ft·lbf}
• Nut: 49 L010 104
140—160 N·m {15—16 kgf·m, 104—118 ft·lbf}
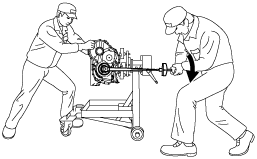
- (2) Install the transaxle case to the SST (engine stand) using part number: 9YA02 A220, or M12×1.75 bolts, length to 40 mm {1.6 in}.
-
-
Caution
-
• For safety purposes, perform the procedure using two people, one installs the transaxle case to the SST and the other supports the transaxle case.
-
Note
-
• Tighten the four locations with bolts and securely install the transaxle case to the SST (engine stand).
A :Part number: 9YA02 A220, or M12×1.75 bolt, length to 40 mm {1.6 in}
-
Tightening torque
-
88—118 N·m {9.0—12 kgf·m, 65—87 ft·lbf}
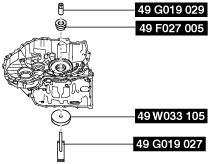
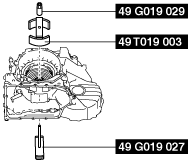
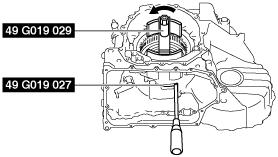
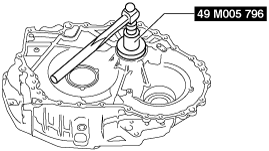
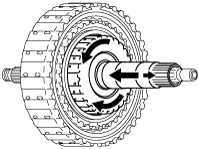
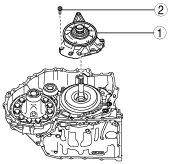
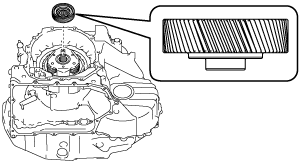
4. Assemble the primary gear using the following procedure:
-
Note
-
• Perform this procedure only if the transaxle case is replaced with a new one.
- (1) Apply ATF (ATF FZ) to the engagement area of the primary gear and angular contact ball bearing.
-
- (2) Assemble the primary gear on the angular contact ball bearing.
-
- (3) Install the SSTs.
-
- (4) Lock the SST (49 G019 027) against rotation using a flathead screwdriver, tighten the SST (49 G019 029), and assemble the primary gear.
-
- (5) Loosen the SST (49 G019 029) and remove the SSTs.
-
-
Note
-
• Lock the SST (49 G019 027) against rotation using a flathead screwdriver and loosen the SST (49 G019 029).
5. Assemble the washer.
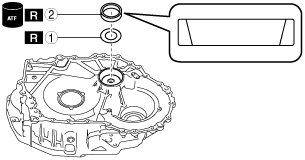
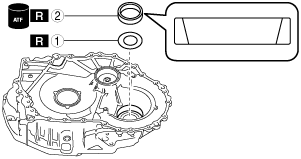
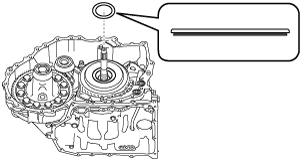
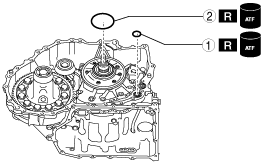
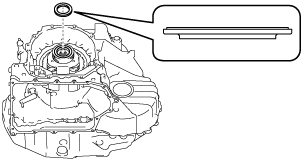
6. Assemble a new oil seal using the following procedure:
-
Caution
-
• If an oil seal is reused it could cause ATF leakage, therefore use a new oil seal.
- (1) Apply ATF (ATF FZ) to the engagement area of the new oil seal and transaxle case.
-
- (2) Apply ATF (ATF FZ) to the lip of the new oil seal.
-
- (3) Assemble the new oil seal to the position shown in the figure using the SSTs.
-
A :–0.3—0.3 mm {–0.01—0.01 in}
7. Assemble the manual plate component.
8. Assemble the parking assist lever component.
-
Note
-
• Pass the end of the parking assist lever component through the assembly hole of the transaxle case, and assemble it to the manual plate component.
9. Assemble the parking shift lever component.
-
Note
-
• Pass the end of the parking shift lever component through the assembly hole (radial needle bearing) of the transaxle case, and assemble it to the manual plate component.
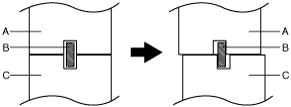
10. Assemble the new roll pins using the following procedure:
- (1) Set the manual plate component, parking assist lever component, and the parking shift lever component as shown in the figure and align with the roll pin hole.
-
A :Roll pin hole
B :Manual plate component
C :Parking assist lever component
D :Parking shift lever component
- (2) Assemble the new roll pins to the position shown in the figure using a pin punch.
-
-
Note
-
• Use a pin punch with an end outer diameter of 5 mm {0.197 in} or more.
A :0—1 mm {0—0.03 in}
11. Assemble the parking pawl.
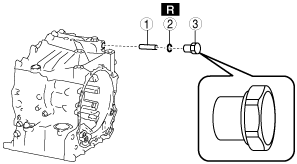
12. Assemble the parking pawl shaft using the procedure shown in the figure.
-
Caution
-
• If a gasket is reused it could cause ATF leakage, therefore use a new gasket.
-
Note
-
• Pass the parking pawl shaft through the assembly holes of the transaxle case and the parking pawl and assemble.
|
1
|
Parking pawl shaft
|
|
2
|
Gasket
|
|
3
|
Plug (M14×1.5, length to approx. 10 mm {0.39 in})
|
-
Plug tightening torque
-
20—29 N·m {2.1—2.9 kgf·m, 15—21 ft·lbf}
13. Assemble the parking rod component using the following procedure:
- (1) Align the parking rod component projection to the key hole of the manual plate component and assemble.
-
- (2) Rotate the parking rod component as shown in the figure.
-
14. Assemble the parking pawl pin.
15. Assemble the support actuator.
16. Assemble the detent bracket component using the following procedure:
- (1) Rotate the parking shift lever component (manual plate component) as shown in the figure.
-
A :Parking shift lever component
B :Manual plate component
- (2) Assemble the detent bracket component using the procedure shown in the figure.
-
-
Caution
-
• When tightening bolts, verify that the detent bracket component does not interfere with the manual plate component to prevent damaging the part.
|
1
|
Detent bracket component
|
|
2
|
Bolt (M8×1.25 bolt, length to approx. 16 mm {0.63 in})
|
A :Gap
-
Detent bracket component assembly bolt tightening torque
-
11—14 N·m {113—142 kgf·cm, 98—123 in·lbf}
- (3) Rotate the parking shift lever component (manual plate component) as shown in the figure, and align the detent bracket component with the groove of the manual plate component.
-
A :Parking shift lever component
B :Manual plate component
C :Detent bracket component
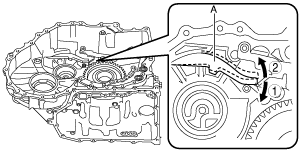
17. Assemble the pawl return springs using the following procedure:
- (1) Assemble the pawl return springs.
-
- (2) To verify that the parts are securely assembled, move the parking pawl in the direction of (1) by hand, and verify that the parking pawl returns to its original position (direction (2)) when removing your hand.
-
A :Parking pawl
-
• If there is a malfunction, remove the pawl return springs and reassemble.
18. Assemble the connector, new gaskets, the oil pipe, and new O-rings using the following procedure:
-
Caution
-
• If a gasket is reused it could cause ATF leakage, therefore use a new gasket.
• If an O-ring is reused it could cause ATF leakage, therefore use a new O-ring.
|
1
|
Oil pipe
|
|
2
|
O-ring (outer diameter approx. 11.6 mm {0.457 in}, thickness approx. 1.9 mm {0.075 in})
|
|
3
|
Connector
|
|
4
|
Gasket
|
- (1) Apply ATF (ATF FZ) to the new gaskets and new O-rings.
-
- (2) Assemble the connector, new gaskets, the oil pipe, and new O-rings using the following procedure:
-
|
1
|
Oil pipe
|
|
2
|
O-ring (outer diameter approx. 11.6 mm {0.457 in}, thickness approx. 1.9 mm {0.075 in})
|
|
3
|
Connector
|
|
4
|
Gasket
|
A :Long
B :Short
- (3) Assemble the parts assembled together in Step (2).
-
19. Assemble the low and reverse brake piston using the following procedure:
- (1) Apply ATF (ATF FZ) to the lip of the low and reverse brake piston.
-
- (2) Assemble the low and reverse brake piston.
-
20. Assemble the springs and retainer component.
-
Note
-
• Springs and retainer component size: Inner diameter approx. 155.3 mm {6.114 in}
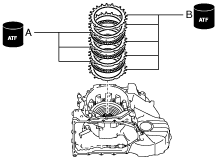
21. Assemble the drive plates and driven plates using the following procedure:
-
Note
-
• Drive plate size: Outer diameter approx. 174.1 mm {6.854 in}
• Driven plate size: Inner diameter approx. 149.6 mm {5.890 in}
- (1) Apply ATF (ATF FZ) to the drive plates and driven plates.
-
-
Caution
-
• If the drive plate is replaced with a new one, immerse it in ATF (ATF FZ) for 2 hours or more to permeate the facing with ATF.
- (2) Assemble the drive plates and driven plates. (SKYACTIV-G 1.5)
-
-
Assembly order
-
Driven plate—drive plate—driven plate—drive plate—driven plate—drive plate—driven plate—driven plate
A :Drive plate
B :Driven plate
- (3) Assemble the drive plates and driven plates. (SKYACTIV-G 2.0, SKYACTIV-G 2.5)
-
-
Assembly order
-
Driven plate—drive plate—driven plate—drive plate—driven plate—drive plate—driven plate—drive plate
A :Drive plate
B :Driven plate
22. Assemble the one-way clutch.
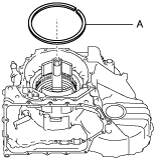
23. Assemble the snap ring using the following procedure:
-
Note
-
• Snap ring size: Outer diameter approx. 198.0 mm {7.795 in}
- (1) Measure the low and reverse brake clearance and select the appropriate snap ring. (See LOW AND REVERSE BRAKE CLEARANCE MEASUREMENT/ADJUSTMENT.)
-
-
Note
-
• If the snap ring is assembled for the low and reverse brake clearance measurement/adjustment, the following snap ring assembly procedure is not necessary.
- (2) Install the SSTs.
-
- (3) Tighten the SST (49 G019 029) until the snap ring groove of the transaxle case comes out.
-
-
Caution
-
• If the SST (49 G019 029) is tightened with excessive force, surrounding parts could be damaged. Stop tightening the SST when the snap ring groove of the transaxle case comes out.
-
Note
-
• Lock the SST (49 G019 027) against rotation using a flathead screwdriver and tighten the SST (49 G019 029).
A :Snap ring groove
- (4) Assemble the selected snap ring in Step (1) to the position shown in the figure.
-
-
Caution
-
• Assemble the snap ring so that the end gap of the snap ring is in the area shown in the figure.
• After assembling the snap ring, verify that the snap ring is securely assembled to the bottom of the snap ring groove.
A :Selection
A :End of snap ring assembly area
- (5) Loosen the SST (49 G019 029) and remove the SSTs.
-
-
Note
-
• Lock the SST (49 G019 027) against rotation using a flathead screwdriver and loosen the SST (49 G019 029).
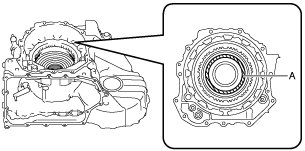
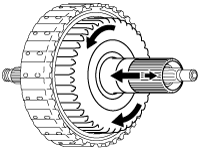
24. Apply ATF to the angular contact ball bearing using the following procedure:
-
Caution
-
• To reduce error during the secondary gear and output gear preload measurement, accurately perform the following procedure:
- (1) Apply ATF (ATF FZ) to the angular contact ball bearing ball.
-
A :ATF application area
- (2) Rotate the primary gear and apply ATF to the angular contact ball bearing.
-
25. Assemble the front planetary gear.
26. Assemble a new locknut using the following procedure:
-
Caution
-
• Because the front planetary gear will drop if the end cover side is pointed downward before assembling the locknut, rotate the engine stand rotation handle, adjust so that the end cover side is situated sideways, and assemble the locknut.
• Always use a new locknut. If the removed locknut is reused, it may cause a transaxle malfunction.
• For tightening the locknut, 321—345 N·m {33—35 kgf·m, 237—254 ft·lbf} torque is required. For safety purposes, perform the procedure using two people, one tightens the locknut and the other supports the engine stand (transaxle case).
- (1) Rotate and adjust the rotation handle of the engine stand so that the end cover side is situated sideways.
-
- (2) Assemble and temporarily tighten a new locknut.
-
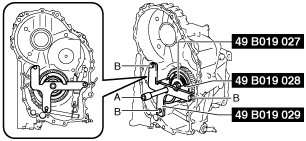
- (3) Install the SSTs.
-
-
Note
-
• Engage the three projections of the SST (49 B019 028) to the three holes of the primary gear.
• When installing the SST (49 B019 029), use the bolts supplied with the SST (49 B019 029), or M8×1.25 bolt, length to 18 mm {0.71 in}.
A :Extension bar
B :Bolt supplied with SST (49 B019 029) or M8×1.25, length to 18 mm {0.71 in}
A :Extension bar
B :Bolt supplied with SST (49 B019 029) or M8×1.25, length to 18 mm {0.71 in}
-
SST installation bolt tightening torque
-
19—25 N·m {2.0—2.5 kgf·m, 15—18 ft·lbf}
- (4) Tighten the locknut.
-
-
Caution
-
• For tightening the locknut, 321—345 N·m {33—35 kgf·m, 237—254 ft·lbf} torque is required. For safety purposes, perform the procedure using two people, one tightens the locknut and the other supports the engine stand (transaxle case).
-
Tightening torque
-
321—345 N·m {33—35 kgf·m, 237—254 ft·lbf}
- (5) Remove the SSTs.
-
A :Extension bar
B :Bolt supplied with SST (49 B019 029) or M8×1.25, length to 18 mm {0.71 in}
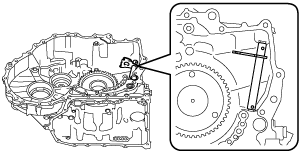
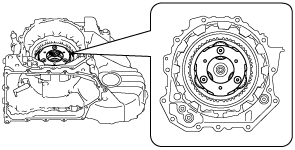
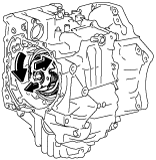
- (6) Crimp the locknut at the two positions shown in the figure using a pin punch.
-
-
Note
-
• Crimp the locknut flange until it contacts the whole groove of the front planetary gear end.
A :Locknut flange
B :Front planetary gear end
27. Assemble the bearing race using the following procedure:
-
Note
-
• Bearing race size: Outer diameter approx. 70 mm {2.8 in}
- (1) Apply ATF (ATF FZ) to the engagement area of the bearing race and transaxle case.
-
- (2) Assemble the bearing race using the SSTs.
-
28. Assemble the bearing race and a new shim using the following procedure:
-
Caution
-
• Always use a new shim. If a deformed shim is reused, it may cause a transaxle malfunction.
- (1) Apply ATF (ATF FZ) to the engagement area of the bearing race and transaxle case.
-
- (2) Using the SST, assemble the bearing race and a new shim using the following procedure:
-
|
1
|
Shim (outer diameter approx. 79 mm {3.1 in}, thickness approx. 0.5 mm {0.02 in})
|
|
2
|
Bearing race (outer diameter approx. 80 mm {3.1 in})
|
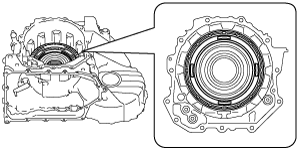
29. Press the angular contact ball bearing to the primary gear side using the following procedure:
-
Caution
-
• To reduce error during the total end play measurement, accurately perform the following procedure:
-
Note
-
• Work overview
-
― There is a gap between the snap ring groove of the angular contact ball bearing, snap ring, and the snap ring groove of the transaxle case because the angular contact ball bearing is fixed to the transaxle case by the snap ring.
The gap causes an error during the total end play measurement.
Using the following procedure, the error during the total end play measurement is reduced by moving the angular contact ball bearing to the standard position.
A :Transaxle case
B :Snap ring
C :Angular contact ball bearing
- (1) Press the angular contact ball bearing to the primary gear side using the SSTs.
-
-
Caution
-
• Do not strongly tap the SST contacting the front planetary gear to prevent damage to the parts.
-
Note
-
• Lightly tap the SST contacting the front planetary gear 2—3 times using a plastic hammer and press the angular contact ball bearing to the primary gear side.
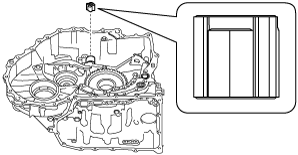
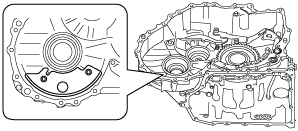
30. Assemble the baffle plate using the procedure shown in the figure.
-
Caution
-
• The bolts for the baffle plate assembly are applied with thread-locking compound. If the bolts are reused it could loosen the bolts, therefore use new bolts.
|
1
|
Baffle plate
|
|
2
|
Bolt (M6×1.0 bolt, length to approx. 15 mm {0.59 in}*)
|
* :Length without spring washer is indicated due to bolt with spring washer. Length with spring washer is approx. 13 mm {0.51 in}.
-
Baffle plate assembly bolt tightening torque
-
8—10 N·m {82—101 kgf·cm, 71—88 in·lbf}
31. Assemble the accessories included in the converter housing using the following procedure:
- (1) Assemble the bearing race and a new shim using the following procedure:
-
-
Caution
-
• Always use a new shim. If a deformed shim is reused, it may cause a transaxle malfunction.
- 1) Measure the secondary gear and output gear preload and select the appropriate new shim. (See SECONDARY GEAR AND OUTPUT GEAR PRELOAD MEASUREMENT/ADJUSTMENT [FW6A-EL/FW6AX-EL].)
-
-
Note
-
• If the bearing race and a new shim are assembled for the secondary gear and output gear preload measurement/adjustment, the following assembly procedure for the bearing race and a new shim is not necessary.
- 2) Apply ATF (ATF FZ) to the engagement area of the bearing race and converter housing.
-
- 3) Using the SST, assemble the bearing race and the selected new shim in Step 1) using the following procedure:
-
|
1
|
Shim (outer diameter approx. 74 mm {2.9 in}) (selection)
|
|
2
|
Bearing race (outer diameter approx. 75 mm {3.0 in})
|
- (2) Assemble the bearing race and a new shim using the following procedure:
-
-
Caution
-
• Always use a new shim. If a deformed shim is reused, it may cause a transaxle malfunction.
- 1) Measure the ring gear and differential preload and select the appropriate new shim. (See RING GEAR AND DIFFERENTIAL PRELOAD MEASUREMENT/ADJUSTMENT [FW6A-EL/FW6AX-EL].)
-
-
Note
-
• If the bearing race and a new shim are assembled for the ring gear and differential preload measurement/adjustment, the following assembly procedure for the bearing race and a new shim is not necessary.
- 2) Apply ATF (ATF FZ) to the engagement area of the bearing race and converter housing.
-
- 3) Using the SST, assemble the bearing race and the selected new shim in Step 1) using the following procedure:
-
|
1
|
Shim (outer diameter approx. 89 mm {3.5 in}) (selection)
|
|
2
|
Bearing race (outer diameter approx. 80 mm {3.1 in}) (2WD)
Bearing race (outer diameter approx. 90 mm {3.5 in}) (4WD)
|
- (3) Assemble the baffle plate using the procedure shown in the figure.
-
|
1
|
Baffle plate
|
|
2
|
Bolt (M6×1.0 bolt, length to approx. 14 mm {0.55 in})
|
-
Baffle plate assembly bolt tightening torque
-
8—10 N·m {82—101 kgf·cm, 71—88 in·lbf}
32. Assemble the secondary gear and output gear.
33. Assemble the oil pipe.
-
Caution
-
• Do not assemble the oil pipe using a tool such as a hammer to prevent damaging the part. For the oil pipe assembly, it is better to only use your hands to put the oil pipe into the output gear.
34. Assemble the ring gear and differential.
35. Assemble the thrust needle bearing.
-
Note
-
• Thrust needle bearing size: Outer diameter approx. 80.3 mm {3.16 in}
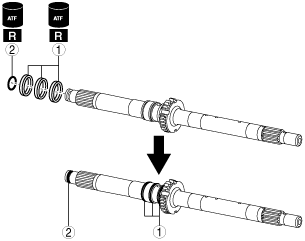
36. Assemble a new D-ring and new seal rings to the turbine shaft using the following procedure:
-
Caution
-
• If a D-ring is reused it could cause ATF leakage, therefore use a new D-ring.
• If a seal ring is reused it could cause ATF leakage, therefore use a new seal ring.
- (1) Apply ATF (ATF FZ) to the new D-ring and new seal rings.
-
- (2) Assemble the new D-ring and new seal rings to the turbine shaft using the procedure shown in the figure:
-
|
1
|
Seal ring (outer diameter approx. 24.4 mm {0.961 in}, thickness approx. 1.5 mm {0.059 in})
|
|
2
|
D-ring (outer diameter approx. 16.4 mm {0.646 in}, thickness approx. 2.4 mm {0.094 in})
|
37. Assemble together the high clutch component and low clutch component, turbine shaft, high clutch hub, low clutch hub, and thrust needle bearing using the following procedure:
- (1) Assemble the parts using the procedure shown in the figure:
-
|
1
|
High clutch component and low clutch component
|
|
2
|
Turbine shaft
|
|
3
|
Thrust needle bearing (outer diameter approx. 37.3 mm {1.47 in})
|
|
4
|
High clutch hub
|
|
5
|
Thrust needle bearing (outer diameter approx. 51.3 mm {2.02 in})
|
|
6
|
Low clutch hub
|
-
Note
-
• For the high clutch hub and low clutch hub assembly, assembly is easier if the work is performed using the following procedure:
-
― High clutch hub
-
1. Place the assembled parts on the workbench with the high clutch component and low clutch component situated sideways.
2. While rotating the high clutch hub, engage the splines of each of the high clutch drive plates one by one, and assemble.
― Low clutch hub
-
1. Place the assembled parts on the workbench with the high clutch component and low clutch component situated sideways.
2. While rotating the low clutch hub, engage the splines of each of the low clutch drive plates one by one, and assemble.
- (2) To verify that the parts are securely assembled together, measure the distance shown in the figure.
-
-
Note
-
• Recommended measuring instrument: Vernier caliper
-
Specification
-
63.9—66.0 mm {2.52—2.59 in}
-
• If not within the specification, disassemble the assembled parts and reassemble.
38. Assemble the parts which were assembled together in Step 38 using the following procedure:
- (1) Assemble the parts assembled together in Step 38.
-
- (2) To verify that the parts are securely assembled, measure the distance shown in the figure.
-
-
Note
-
• Recommended measuring instrument: Depth gauge, straight edge ruler
A :Transaxle case end (alignment surface with converter housing)
B :High clutch component and low clutch component end
-
Specification
-
11.6—14.8 mm {0.457—0.582 in}
-
• If not within the specification, remove the parts and perform re-assembly from Step 38.
-
Note
-
- 1) Set two straight edge rulers along the alignment surface of the transaxle case with the converter housing as shown in the figure.
-
- 2) Measure the positions (2 locations) shown in the figure using a depth gauge and calculate the average value.
-
A :Straight edge ruler
- 3) Subtract the thickness of the straight edge ruler from the average value.
-
39. Assemble the thrust needle bearing.
-
Note
-
• Thrust needle bearing size: Outer diameter approx. 72.7 mm {2.86 in}
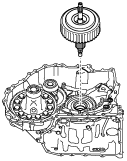
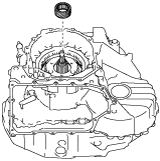
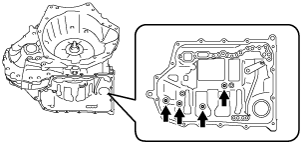
40. Assemble the oil pump using the following procedure:
|
1
|
Oil pump
|
|
2
|
7 bolts (M8×1.25 bolt, length to approx. 31 mm {1.2 in})
|
- (1) Assemble the oil pump.
-
- (2) Assemble and tighten the bolts shown in the figure.
-
-
Note
-
• Bolt size: M8×1.25 bolt, length to approx. 31 mm {1.2 in}
-
Tightening torque
-
19—25 N·m {2.0—2.5 kgf·m, 15—18 ft·lbf}
41. Assemble the baffle plate.
42. Assemble the converter housing using the following procedure:
|
1
|
O-ring (outer diameter approx. 15.6 mm {0.614 in}, thickness approx. 2.4 mm {0.094 in})
|
|
2
|
O-ring (outer diameter approx. 73.3 mm {2.89 in}, thickness approx. 3.0 mm {0.12 in})
|
|
3
|
Converter housing
|
|
4
|
24 bolts * (M8×1.25 bolt, length to approx. 28 mm {1.1 in})
|
* :Of the 24 bolts, 6 are applied with sealant
- (1) Assemble new O-rings using the following procedure:
-
-
Caution
-
• If an O-ring is reused it could cause ATF leakage, therefore use a new O-ring.
- 1) Apply ATF (ATF FZ) to the new O-rings.
-
- 2) Assemble the new O-rings in the order shown in the figure.
-
|
1
|
O-ring (outer diameter approx. 15.6 mm {0.614 in}, thickness approx. 2.4 mm {0.094 in})
|
|
2
|
O-ring (outer diameter approx. 73.3 mm {2.89 in}, thickness approx. 3.0 mm {0.12 in})
|
- (2) Remove any remaining old sealant on the contact surfaces of the transaxle case and converter housing, and degrease the contact surfaces.
-
-
Caution
-
• When degreasing and if degreaser is used, use a rag saturated with degreaser and be careful not to allow degreaser to penetrate the interior of the transaxle.
In addition, after degreasing, visually verify that there is no foreign matter (such as old sealant, cloth fibers) which has penetrated the interior of the transaxle.
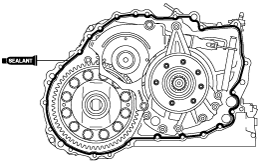
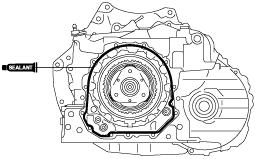
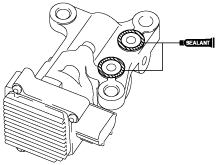
- (3) Apply sealant (silicone sealant TB1217E or equivalent) to the transaxle case.
-
-
Caution
-
• If sealant is applied excessively or applied to a part other than the indicated part, the O-ring could deform and the sealant could penetrate the oil passage. Apply an appropriate amount of sealant to the indicated part.
-
Note
-
• Sealant application amount (bead thickness): φ 1.8—2.5 mm {0.071—0.098 in}
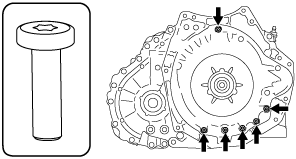
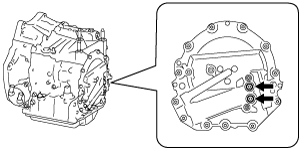
- (4) Assemble the converter housing before the applied sealant starts to harden.
-
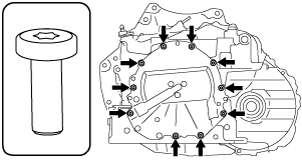
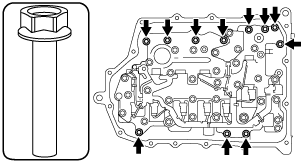
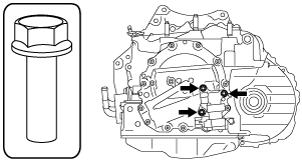
- (5) Assemble and temporarily tighten the bolts to the positions shown in the figure.
-
-
Note
-
• Bolt size: M8×1.25 bolt, length to approx. 28 mm {1.1 in}
- (6) Assemble and temporarily tighten the new bolts to the positions shown in the figure.
-
-
Caution
-
• The bolts for the assembly are applied with sealant. If the bolts are reused it could cause ATF leakage, therefore use new bolts.
-
Note
-
• Bolt size: M8×1.25 bolt, length to approx. 28 mm {1.1 in} (with sealant applied)
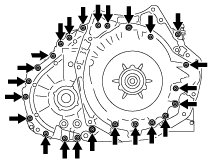
- (7) Tighten the bolts shown in the figure.
-
-
Tightening torque
-
19—25 N·m {2.0—2.5 kgf·m, 15—18 ft·lbf}
43. Assemble the front sun gear.
44. Assemble the rear sun gear.
45. Assemble the rear planetary gear using the following procedure:
- (1) Assemble the rear planetary gear.
-
-
Note
-
• If the rear planetary gear assembly is difficult, assembly is easier if the work is performed using the following procedure:
-
1. Rotate and adjust the rotation handle of the engine stand so that the end cover side is situated sideways.
2. While rotating the rear planetary gear, engage the splines of each drive plate of the low and reverse brake one by one, and assemble.
- (2) To verify that the rear planetary gear is securely assembled, measure the distance shown in the figure.
-
-
Note
-
• Recommended measuring instrument: Depth gauge, straight edge ruler
A :Transaxle case end (alignment surface with end cover)
B :Rear planetary gear end
-
Specification
-
32.8—35.1 mm {1.30—1.38 in}
-
• If not within the specification, remove the rear planetary gear and reassemble.
-
Note
-
- 1) Set two straight edge rulers along the alignment surface of the transaxle case with the end cover as shown in the figure.
-
- 2) Measure the positions (2 locations) shown in the figure using a depth gauge and calculate the average value.
-
A :Straight edge ruler
- 3) Subtract the thickness of the straight edge ruler from the average value.
-
46. Assemble the thrust needle bearing.
-
Note
-
• Thrust needle bearing size: Outer diameter approx. 44 mm {1.7 in}
47. Assemble the reduction sun gear.
48. Assemble the thrust needle bearing.
-
Note
-
• Thrust needle bearing size: Outer diameter approx. 61.5 mm {2.42 in}
49. Assemble the shim using the following procedure:
-
Note
-
• Shim size: Outer diameter approx. 59.5 mm {2.34 in}
- (1) Measure the total end play and select the appropriate shim. (See TOTAL END PLAY MEASUREMENT/ADJUSTMENT.)
-
-
Caution
-
• The total end play is the play (gap) in the axial direction of each planetary gear. If the total end play adjustment is not performed, it may cause damage to the thrust needle bearing between each planetary gear or other parts.
- (2) Assemble the selected shim in Step (1).
-
A :Selection
50. Assemble the end cover component using the following procedure:
|
1
|
O-ring (outer diameter approx. 15.6 mm {0.614 in}, thickness approx. 2.4 mm {0.094 in})
|
|
2
|
End cover component
|
|
3
|
12 bolts * (M8×1.25 bolt, length to approx. 21 mm {0.83 in})
|
* :Of the 12 bolts, 2 are applied with sealant
- (1) Assemble new O-rings using the following procedure:
-
-
Caution
-
• If an O-ring is reused it could cause ATF leakage, therefore use a new O-ring.
-
Note
-
• O-ring size: Outer diameter approx. 15.6 mm {0.614 in}, thickness approx. 2.4 mm {0.094 in}
- 1) Apply ATF (ATF FZ) to the new O-rings.
-
- 2) Assemble the new O-rings.
-
- (2) Remove any remaining old sealant on the contact surfaces of the transaxle case and end cover, and degrease the contact surfaces.
-
-
Caution
-
• When degreasing and if degreaser is used, use a rag saturated with degreaser and be careful not to allow degreaser to penetrate the interior of the transaxle.
In addition, after degreasing, visually verify that there is no foreign matter (such as old sealant, cloth fibers) which has penetrated the interior of the transaxle.
- (3) Apply sealant (silicone sealant TB1217E or equivalent) to the transaxle case.
-
-
Caution
-
• If sealant is applied excessively or applied to a part other than the indicated part, the O-ring could deform and the sealant could penetrate the oil passage. Apply an appropriate amount of sealant to the indicated part.
-
Note
-
• Sealant application amount (bead thickness): φ 0.5—1.8 mm {0.02—0.07 in}
- (4) Assemble the end cover component before the applied sealant starts to harden.
-
-
Note
-
• Adjust the oil pipe and assemble the end cover component so that the oil pipe is assembled to the end cover oil passage.
A :End cover oil passage
B :Oil pipe
- (5) Assemble and temporarily tighten the bolts to the positions shown in the figure.
-
-
Note
-
• Bolt size: M8×1.25 bolt, length to approx. 21 mm {0.83 in}
- (6) Assemble and temporarily tighten the new bolts to the positions shown in the figure.
-
-
Caution
-
• The bolts for the assembly are applied with sealant. If the bolts are reused it could cause ATF leakage, therefore use new bolts.
-
Note
-
• Bolt size: M8×1.25 bolt, length to approx. 21 mm {0.83 in} (with sealant applied)
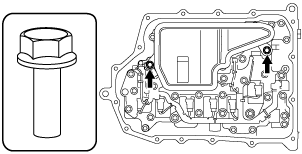
- (7) Tighten the bolts shown in the figure.
-
-
Tightening torque
-
19—25 N·m {2.0—2.5 kgf·m, 15—18 ft·lbf}
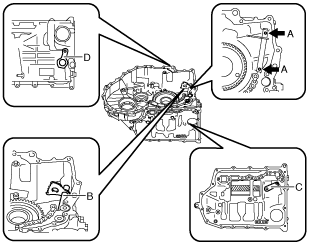
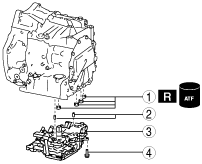
51. Assemble the control valve body using the following procedure:
-
Caution
-
• Do not drop or apply an impact to the control valve body. Replace the control valve body with a new one if it was dropped or received an impact.
|
1
|
Gasket
|
|
2
|
Dowel pin
|
|
3
|
Control valve body
|
|
4
|
11 bolts (M6×1.0 bolt, length to approx. 30 mm {1.2 in})
|
- (1) Assemble new gaskets using the following procedure:
-
-
Caution
-
• If a gasket is reused it could cause ATF leakage, therefore use a new gasket.
- 1) Apply ATF (ATF FZ) to the new gaskets.
-
- 2) Assemble the new gaskets.
-
- (2) Assemble the dowel pins.
-
-
Caution
-
• Do not assemble the dowel pin using a tool such as a hammer to prevent damaging the part. For the dowel pin assembly, only insert the dowel pin to the transaxle case assembly hole by hand.
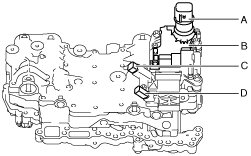
- (3) Assemble the control valve body.
-
-
Caution
-
• Assemble the control valve body at a straight angle so that force is not applied to the control valve body connector in the lateral direction.
• Assemble the control valve body so that the TCM, turbine/input shaft speed sensor, and the output shaft speed sensor do not contact the transaxle case.
A :Control valve body connector
B :TCM
C :Output shaft speed sensor
D :Turbine/input shaft speed sensor
-
Caution
-
• Adjust the manual valve and assemble the control valve body so that the parking assist lever component end is engaged with the manual valve.
A :Parking assist lever component
B :Manual valve
- (4) Assemble and tighten the bolts shown in the figure.
-
-
Note
-
• Bolt size: M6×1.0 bolt, length to approx. 30 mm {1.2 in}
-
Tightening torque
-
9—10 N·m {92—101 kgf·cm, 80—88 in·lbf}
- (5) Move the manual valve in the direction shown in the figure and verify that the manual valve is engaged with the parking assist lever component end.
-
-
Note
-
• If the manual valve is only moved for excessive play on both surfaces of the parking assist lever component and the manual valve, the manual valve is correctly connected to the parking assist lever component.
A :Manual valve
-
• If there is a malfunction, remove the control valve body and reassemble.
52. Assemble a new oil strainer using the following procedure:
-
Caution
-
• If an oil strainer is reused while containing excessive foreign matter, it could cause an operation malfunction, therefore use a new oil strainer.
|
1
|
O-rings
|
|
2
|
Oil strainer
|
|
3
|
2 bolts (M6×1.0 bolt, length to approx. 16 mm {0.63 in})
|
- (1) Apply ATF (ATF FZ) to the new oil strainer O-rings.
-
- (2) Assemble the new oil strainer.
-
- (3) Assemble and tighten the bolts shown in the figure.
-
-
Note
-
• Bolt size: M6×1.0 bolt, length to approx. 16 mm {0.63 in}
-
Tightening torque
-
9—10 N·m {92—101 kgf·cm, 80—88 in·lbf}
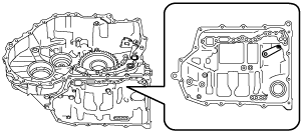
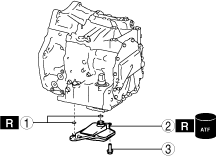
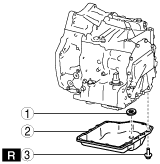
53. Assemble the oil pan and magnet using the following procedure:
|
1
|
Magnet
|
|
2
|
Oil pan
|
|
3
|
16 bolts (M6×1.0 bolt, length to approx. 15 mm {0.59 in}*)
|
* :Length without spring washer is indicated due to bolt with spring washer. Length with spring washer is approx. 13 mm {0.51 in}.
- (1) Assemble the magnet.
-
- (2) Remove any remaining old sealant on the contact surfaces of the transaxle case and oil pan, and degrease the contact surfaces.
-
-
Caution
-
• When degreasing and if degreaser is used, use a rag saturated with degreaser and be careful not to allow degreaser to penetrate the interior of the transaxle.
In addition, after degreasing, visually verify that there is no foreign matter (such as old sealant, cloth fibers) which has penetrated the interior of the transaxle.
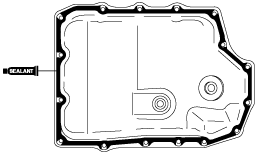
- (3) Apply sealant (silicone sealant TB1217E or equivalent) to the oil pan.
-
-
Caution
-
• If sealant is applied excessively or applied to a part other than the indicated part, the sealant could penetrate the transaxle inside. Apply an appropriate amount of sealant to the indicated part.
-
Note
-
• Sealant application amount (bead thickness): φ 1.9—6.7 mm {0.08—0.26 in}
- (4) Assemble the oil pan before the applied sealant starts to harden.
-
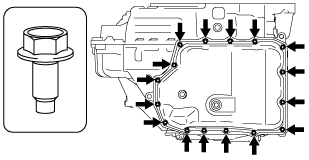
- (5) Assemble and tighten the new bolts to the positions shown in the figure.
-
-
Caution
-
• The bolts for assembling are used for bolts with spring washer. If the bolts with spring washer are reused it could loosen the bolts due to spring weakness, therefore use new bolts.
-
Note
-
• Bolt size: M6×1.0 bolt, length to approx. 15 mm {0.59 in}*
* :Length without spring washer is indicated due to bolt with spring washer. Length with spring washer is approx. 13 mm {0.51 in}.
-
Tightening torque
-
8—10 N·m {82—101 kgf·cm, 71—88 in·lbf}
54. Assemble the service hole cover using the following procedure. (With service hole cover)
- (1) Align the service hole cover so that its arrow is facing the front of the vehicle as shown in the figure.
-
- (2) Move the service hole cover in the direction of arrow (1) shown in the figure and hook the service hole cover tab onto the converter housing.
-
- (3) Assemble the service hole cover by pushing it in the direction of arrow (2) shown in the figure using the service hole cover tab as a pivot.
-
- (4) Verify that the service hole cover is securely assembled.
-
55. Assemble a new oil seal using the following procedure:
-
Caution
-
• If an oil seal is reused it could cause ATF leakage, therefore use a new oil seal.
- (1) Apply ATF (ATF FZ) to the engagement area of the new oil seal and transaxle case.
-
- (2) Apply ATF (ATF FZ) to the engagement area of the new oil seal and connector.
-
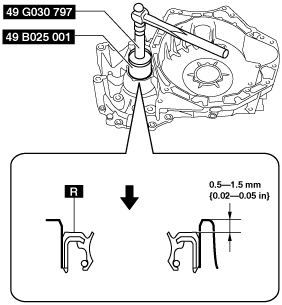
- (3) Assemble the new oil seal to the position shown in the figure using the SST.
-
A :–0.5—1.5 mm {–0.01—0.05 in}
56. Assemble a new oil seal using the following procedure:
-
Caution
-
• If an oil seal is reused it could cause ATF leakage, therefore use a new oil seal.
- (1) RH (transaxle case side)
-
-
Note
-
• Oil seal size
-
― Transaxle case side: Outer diameter approx. 63 mm {2.5 in}
- 1) Apply ATF (ATF FZ) to the engagement area of the new oil seal and transaxle case.
-
- 2) Apply ATF (ATF FZ) to the lip of the new oil seal.
-
- 3) Assemble the new oil seal to the position shown in the figure using the SSTs.
-
A :0.5 mm {0.02 in}
B :0.8 mm {0.03 in}
- (2) LH (converter housing side)
-
-
Note
-
• Oil seal size
-
― Transaxle case side: Outer diameter approx. 65 mm {2.6 in}
― Converter housing side: Outer diameter approx. 67 mm {2.6 in}
- 1) Apply ATF (ATF FZ) to the engagement area of the new oil seal and converter housing.
-
- 2) Apply ATF (ATF FZ) to the lip of the new oil seal.
-
- 3) Assemble the new oil seal to the position shown in the figure using the SSTs. (2WD)
-
A :Hammering direction
B :Oil seal
C :0.5 mm {0.01 in}
D :0.8 mm {0.03 in}
- 4) Assemble the new oil seal to the position shown in the figure using the SSTs. (4WD)
-
57. Remove the SSTs from the transaxle using the following procedure:
-
Caution
-
• When removing the transaxle from the SST (engine stand) using chain hoists, be careful not to allow the transaxle to contact the SST (engine stand). If the transaxle contacts the SST, check the areas that made contact and replace damaged parts with new ones.
- (1) Assemble the SSTs using part number: 9YA02 1015, or M10×1.5 bolts, length to 35 mm {1.4 in}.
-
A :Part number: 9YA02 1015, or M10×1.5 bolt, length to 35 mm {1.4 in}
-
Tightening torque
-
38—52 N·m {3.9—5.3 kgf·m, 29—38 ft·lbf}
- (2) Using chain hoists, remove the SST (engine stand) from the transaxle.
-
-
Caution
-
• When removing the transaxle from the SST (engine stand) using chain hoists, be careful not to allow the transaxle to contact the SST (engine stand). If the transaxle contacts the SST, check the areas that made contact and replace damaged parts with new ones.
A :Part number: 9YA02 A220, or M12×1.75 bolt, length to 40 mm {1.6 in}
- (3) Remove the SSTs.
-
A :Part number: 9YA02 1015, or M10×1.5 bolt, length to 35 mm {1.4 in}
- (4) Disassemble the SST.
-
A :Part number: 9YA02 1440, or M14×1.5 bolt, length to 100 mm {3.94 in}
58. Assemble a new hose clamp using the following procedure:
-
Caution
-
• If a hose clamp is reused it could cause ATF leakage, therefore use a new hose clamp.
- (1) Assemble the new hose clamp to the position shown in the figure.
-
-
Caution
-
• Assemble the hose clamp tab to within the range shown in the figure.
A :210 °
- (2) Verify that the hose clamp is assembled to within the position shown in the figure.
-
-
Caution
-
• Verify that the hose clamp does not contact the oil seal flange.
A :Hose clamp assembly area
B :Hose clamp
C :Oil seal flange
-
• If not within the area, adjust so that the hose clamp assembly position is within the area.
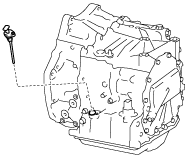
59. Assemble the dipstick using the following procedure:
|
1
|
O-ring (outer diameter approx. 16.6 mm {0.654 in}, thickness approx. 2.4 mm {0.094 in})
|
|
2
|
Dipstick
|
|
3
|
Bolt (M6×1.0 bolt, length to approx. 16 mm {0.63 in})
|
- (1) Assemble a new O-ring using the following procedure:
-
-
Caution
-
• If an O-ring is reused it could cause ATF leakage, therefore use a new O-ring.
-
Note
-
• O-ring size: Outer diameter approx. 16.6 mm {0.654 in}, thickness approx. 2.4 mm {0.094 in}
- 1) Apply ATF (ATF FZ) to the new O-ring.
-
- 2) Assemble the new O-ring.
-
- (2) Assemble the dipstick.
-
- (3) Assemble and tighten the bolt shown in the figure.
-
-
Note
-
• Bolt size: M6×1.0 bolt, length to approx. 16 mm {0.63 in}
-
Tightening torque
-
8—11 N·m {82—112 kgf·cm, 71—97 in·lbf}
60. Assemble the oil cooler using the following procedure (with cylindrical oil cooler):
|
1
|
O-ring (outer diameter approx. 24.4 mm {0.961 in}, thickness approx. 2.4 mm {0.094 in})
|
|
2
|
Oil cooler
|
|
3
|
3 bolts
Type A: M8×1.25 bolt, length to approx. 25 mm {0.98 in}
Type B: M8×1.25 bolt, length to approx. 23.5 mm {0.925 in}
|
- (1) Assemble new O-rings using the following procedure:
-
-
Caution
-
• If an O-ring is reused it could cause ATF leakage, therefore use a new O-ring.
-
Note
-
• O-ring size: Outer diameter approx. 24.4 mm {0.961 in}, thickness approx. 2.4 mm {0.094 in}
- 1) Apply ATF (ATF FZ) to the new O-rings.
-
- 2) Assemble the new O-rings.
-
- (2) Assemble the oil cooler.
-
- (3) Assemble and tighten the bolts shown in the figure.
-
-
Caution
-
• When replacing the converter housing with a new one, verify the shape and length of the bolts. If the bolts are type A, replace them with new ones (type B). Otherwise, the part could be damaged.
A :Bolt (Type A: M8×1.25 bolt, length to approx. 25 mm {0.98 in})
B :Bolt (Type B: M8×1.25 bolt, length to approx. 23.5 mm {0.925 in})
-
Tightening torque
-
22—27 N·m {2.3—2.7 kgf·m, 17—19 ft·lbf}
61. Assemble the oil cooler using the following procedure (with cubic-shaped oil cooler):
|
1
|
O-ring (outer diameter approx. 26.6 mm {1.05 in}, thickness approx. 3.1 mm {0.12 in})
|
|
2
|
Oil cooler
|
|
3
|
3 bolts (M8×1.25 bolt, length to approx. 23.5 mm {0.925 in})
|
- (1) Assemble new O-rings using the following procedure:
-
-
Caution
-
• If an O-ring is reused it could cause ATF leakage, therefore use a new O-ring.
-
Note
-
• O-ring size: Outer diameter approx. 26.6 mm {1.05 in}, thickness approx. 3.1 mm {0.12 in}
- 1) Apply ATF (ATF FZ) to the new O-rings.
-
- 2) Assemble the new O-rings.
-
- (2) Assemble the oil cooler.
-
- (3) Assemble and tighten the bolts.
- Bolt (M8×1.25 bolt, length to approx. 23.5 mm {0.925 in})
-
Tightening torque
-
22—27 N·m {2.3—2.7 kgf·m, 17—19 ft·lbf}
62. Assemble the torque converter using the following procedure:
- (1) Apply ATF (ATF FZ) to the stator shaft end of the oil pump shown in the figure.
-
-
Caution
-
• Accurately perform the procedure to protect the internal parts of the torque converter.
- (2) Assemble the torque converter so that the two surfaces of the notch on the end of the torque converter engage the inner rotor of the oil pump.
-
- (3) To verify that the torque converter is securely assembled, measure the distance shown in the figure.
-
-
Note
-
• Recommended measuring instrument: Depth gauge, straight edge ruler
A :Converter housing end (alignment surface with engine)
B :Stud bolt seating face of torque converter
-
Specification
-
SKYACTIV-G 1.5: 17.4 mm {0.685 in} or more
SKYACTIV-G 2.0, SKYACTIV-G 2.5: 14.6 mm {0.575 in} or more
-
• If not within the specification, remove the torque converter and reassemble.
-
Note
-
- 1) Set two straight edge rulers along the alignment surface of the converter housing with the engine as shown in the figure.
-
- 2) Measure the positions (2 locations) shown in the figure using a depth gauge and calculate the average value.
-
A :Straight edge ruler
- 3) Subtract the thickness of the straight edge ruler from the average value.
-
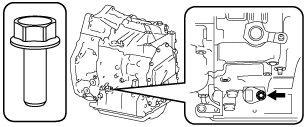
63. Assemble and tighten the stud bolts.
-
Tightening torque
-
15—25 N·m {1.6—2.5 kgf·m, 12—18 ft·lbf}
64. Assemble the electric AT oil pump using the following procedure (only vehicles with i-stop):
-
Caution
-
• Do not drop or apply an impact to the electric AT oil pump. Replace the electric AT oil pump with a new one if it was dropped or received an impact.
• Do not disassemble the electric AT oil pump. Replace the electric AT oil pump if it has been disassembled.
• Make sure that there is no sealant or foreign matter in the electrical AT oil pump and transaxle. Otherwise, it could cause a malfunction.
• Be careful not to scratch or damage the aligning surfaces of the electric AT oil pump and end cover and the O-ring installation area so as not to cause ATF leakage.
|
1
|
O-ring (outer diameter approx. 15.6 mm {0.614 in}, thickness approx. 2.4 mm {0.094 in})
|
|
2
|
Electric AT oil pump
|
|
3
|
3 bolts (M8×1.25 bolt, length to approx. 25 mm {0.98 in})
|
- (1) Assemble new O-rings using the following procedure:
-
-
Caution
-
• If an O-ring is reused it could cause ATF leakage, therefore use a new O-ring.
-
Note
-
• O-ring size: Outer diameter approx. 15.6 mm {0.614 in}, thickness approx. 2.4 mm {0.094 in}
- 1) Apply ATF (ATF FZ) to the new O-rings.
-
- 2) Assemble the new O-rings.
-
- (2) Remove any remaining old sealant on the contact surfaces of the end cover and electric AT oil pump, and clean degrease the contact surfaces.
-
-
Caution
-
• When degreasing and if degreaser is used, use a rag saturated with degreaser and be careful not to allow degreaser to penetrate the oil passage.
In addition, after degreasing, visually verify that there is no foreign matter (such as old sealant, cloth fibers) which has penetrated the oil passage.
- (3) Apply sealant (silicone sealant TB1217E or equivalent) to the electric AT oil pump.
-
-
Caution
-
• If sealant is applied excessively or applied to a part other than the indicated part, the O-ring could deform and the sealant could penetrate the oil passage. Apply an appropriate amount of sealant to the indicated part.
-
Note
-
• Sealant application amount (bead thickness): φ 0.5—1.5 mm {0.02—0.05 in}
- (4) Assemble the electric AT oil pump before the applied sealant starts to harden.
-
- (5) Assemble and tighten the bolts shown in the figure.
-
-
Note
-
• Bolt size: M8×1.25 bolt, length to approx. 25 mm {0.98 in}
-
Tightening torque
-
19—25 N·m {2.0—2.5 kgf·m, 15—18 ft·lbf}